Contact Details

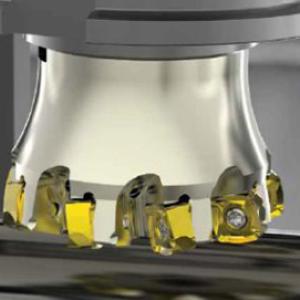
Staying positive: with a unique insert geometry and extremely accurate pocket positioning, the Mill 4-11 offers the free cutting action of a single-sided insert at the low cost per edge of a double-sided. The Mill 4-11 is also available in a variety of mounting options, with cutter diameters ranging from 16 mm (0.625 in.) to 80 mm
(3.000 in.).
The issue with many square shoulder indexable milling cutters is the stair-step effect they leave on workpiece walls.
Two years ago, Kennametal introduced a double-sided 90º milling platform that eliminates this issue while providing manufacturers a cost-effective machining solution to boot. The Mill 4 series of indexable shoulder mills is a proven performer, offering high metal-removal rates, excellent tool life and surface finish that frequently eliminates
semifinishing operations—and in some cases, can even be used as a finishing cutter,
reducing reliance on expensive solid carbide endmills, according to the company.
Kennametal is expanding its Mill 4 family with a new cutting tool, the Mill 4-11. Designed for smaller machining centers, the Mill 4-11 accommodates 40-taper CAT and BT, HSK 50 and similarly-sized spindles. Due to its free-cutting capabilities, it is ideal for successful metal removal in less-than-rigid setups and on light-duty machine tools, multitaskers and live-tool lathes.
Tim Marshall, senior global product manager for indexable milling, says the Mill 4-11 enjoys the same strong insert design as its larger cousin, the Mill 4-15, but is 24 percent shorter and 34 percent narrower. With an 11 mm (0.433 in.) maximum cut length, this addresses the needs of those job shops and manufacturers producing smaller parts and part features while still offering high metal-removal rates and excellent tool life. “What's unique about it is the step down,” says Marshall. “Because of the insert design and precision, there’s very little mismatch between passes—for example, using a 63 mm-dia. tool (2.48 in.) and our SGE geometry, we were able to achieve less than 8μm (0.00003 in.) deviation between successive 6 mm (0.236 in.) deep passes. One of our largest automotive customers completely eliminated a finishing operation on a steel alloy housing because of it, saving them many thousands of dollars annually.”
Scott Etling agrees. The director of global product management for indexable milling, he says the Mill 4-11 platform offers a full complement of grades and geometries. “KCPM40 is our go-to grade for most steel applications and our newest KCSM40 is our first choice in aerospace and medical machining. Of course, we have cast iron and aluminum grades, and a variety of edge preps and corner radii up to 1.6 mm (0.062 in.) as well. We’re very proud of this new offering.”
The Mill 4-11 is also easy to use. Each insert is securely locked in place with a single M3 screw, and marked with a series of dimples to indicate geometry and insert style. Marshall recommends customers keep the tool clean and the screws lubricated with a small amount of grease, and says it’s a good idea to mount all of the inserts with the dimples or markings facing the same direction. “This improves accuracy during indexing, no matter whose cutting tools you’re using.”
The cutter has uneven pocket spacing designed to break up machine harmonics and reduce chatter. Because of its complex insert geometry and positive placement in the pocket, it has an effective radial rake angle between 1° to 11°, depending on the cutter diameter, and an axial rake angle of 3°, this despite the Mill 4-11’s double-sided design.
When taking cuts up to approximately 6.5 mm (0.255 in.) axial engagement, the cutter is essentially “stepless”, although Marshall says cuts up to 11 mm deep (0.433 in.) are possible while still maintaining square, smooth walls. Best of all, it removes material quickly. “We’ve performed extensive testing,” Marshall says. “Time and again we beat
the competition, in some cases by 35 percent greater metal-removal rates and 40 percent or longer tool life. It’s quite simply a great addition to our portfolio.”
Related Glossary Terms
- axial rake
axial rake
On angular tool flutes, the angle between the tooth face and the axial plane through the tool point.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- radial rake
radial rake
Also known as the tool back rake, the angle between the tooth face and the radial plane through the tool point.
- rake
rake
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.