GD5C2 Rotary Indexer
GD5C2 Rotary Indexer
It may have a small footprint, but the Hardinge Inc., Workholding Division, GD5C2 rotary indexer packs a big punch.
It may have a small footprint, but the Hardinge Inc., Workholding Division, GD5C2 rotary indexer packs a big punch. It weighs only 55 pounds so that you can place it without a hoist.
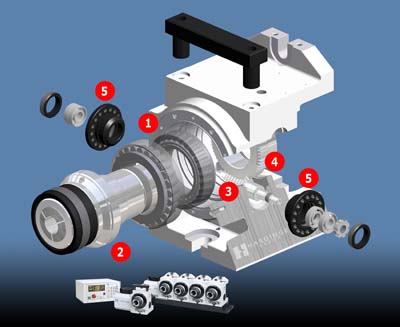
Inside this small body are dynamic mechanics that deliver precision parts 24-hours per day in a thoroughly-sealed system that keeps coolant out and lubricant" 1) A robust, dual-bearing spindle accommodates heavy radial and axial loads increasing overall indexing capabilities. 50-lb (23kg) part weight and 500-lb (2224N) tailstock thrust per spindle is not a problem even on a quad unit with tailstocks. The 2) spindle, 3) worm drive shaft and 4) cross-axis helical gear are machined on a Hardinge super-precision lathe and then finish-ground for high accuracy and repeatability. 5) Double eccentrics provide fine gear mesh adjustment for extended life and improved accuracy over time.
The Hardinge GD5C2 rotary indexer seems to combine all the right ingredients to make precision parts – speed, flexibility and ruggedness. Maximum runout of two-tenths total indicator reading is standard. Final inspection is performed using a Heidenhain encoder mounted directly on the spindle nose to assure final positioning accuracy and repeatability. To back up the inspection, a printout of accuracy is shipped with each product.
The list of indexing applications is long. This indexer can be used to position parts for milling, drilling, tapping, contouring, engraving, grinding, welding, assembly and automation. It takes so little space that you can leave it mounted along with other clamping devices on your machine bed. Looking at the spindle, we see that the extended spindle nose, curved front casting and removable handle provides good tooling clearance. The standard indexer package uses the Hardinge all-digital servo control. Features include infrared program upload capability and storage capacity for up to 50 programs (with up to 1000 steps each). The multiple-line display will show large amounts of data without scrolling.
The two cables on the indexer connect to the servo control and the servo control plugs into a grounded AC receptacle. Other servo control options include the use of an RS-232 interface, a CNC interface cable using M-codes or a combination of both. The indexer is most productive as a true fourth-axis. In this case, the indexer is directly connected to the machine, fully operating with the other axes without the use of the servo control.
The Hardinge GD5C2 rotary indexer is industry compatible for drop-in replacement with fast 360 degree per second indexing speed. The Hardinge design incorporates their high-precision collet-ready spindle that adds gripping flexibility to the package. Collets, step chucks, expanding collets and manual jaw chucks can be used with a collet closer. This allows a wide variety of gripping options to handle most part sizes, shapes and materials. And the tooling can be borrowed from or shared with a lathe. Unlike other rotary vendors, Hardinge manufactures both the rotary indexer and the workholding products for a complete ready-to-use package.
Choose from single, dual, triple and quad spindle configurations. For larger, heavier parts take a look at the 16C/3J models. The GD5C2 rotary indexer with a collet closer and servo control starts at $7800.00.



