Zero-point clamping modules with universal interface
Zero-point clamping modules with universal interface
The APS 138 E and APS 138 I zero-point clamping modules from SMW Autoblok are engineered to deliver
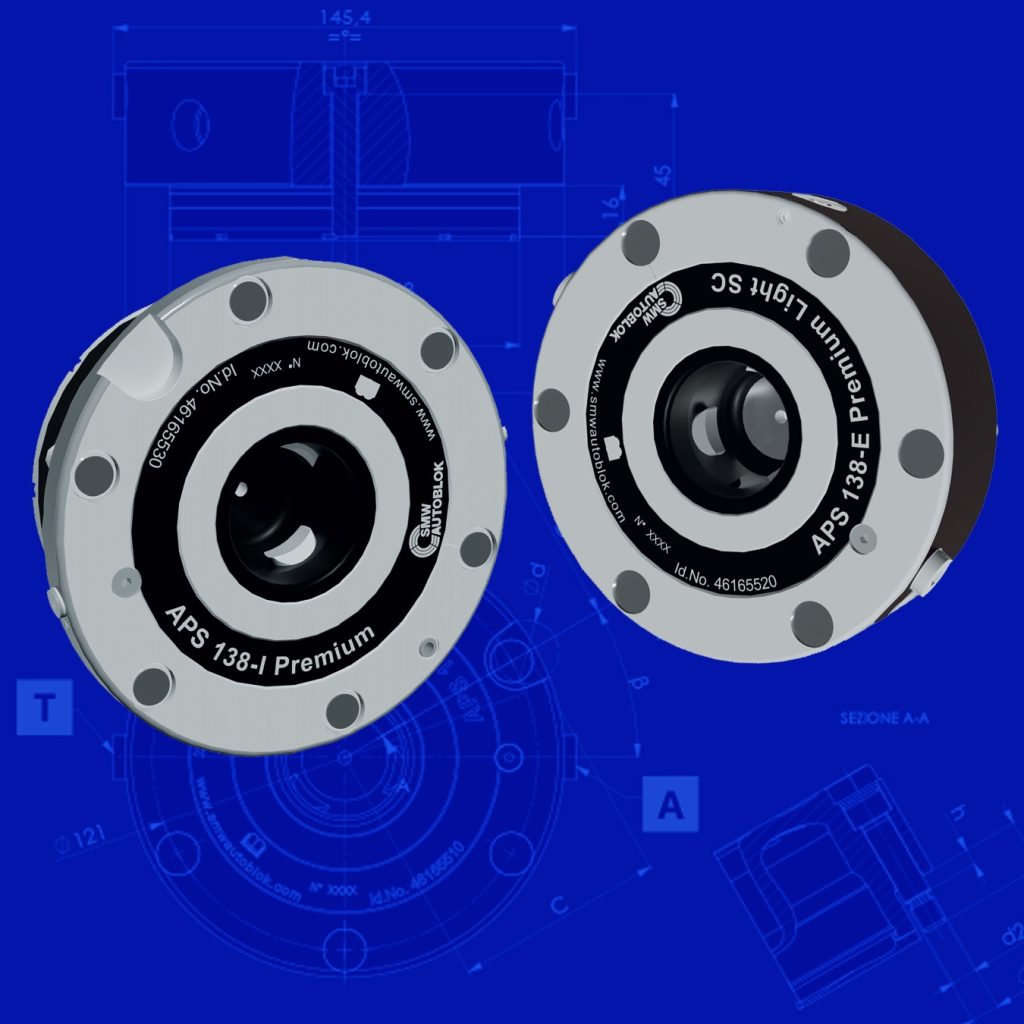
The APS 138 E and APS 138 I zero-point clamping modules from SMW Autoblok are engineered to deliver <0.005 mm repeatability, maximum rigidity, and universal interface compatibility across nearly all zero-point systems currently in the market.
The company says the APS 138 series enables high-speed part changeover, full automation support, and superior machining accuracy across turning, milling, and grinding operations.
With the APS 138-E for external mounting and APS 138-I for integrated, built-in applications, both modules provide the same mechanical performance characteristics: a three-jaw clamping design, spring-actuated locking, and TURBO-assisted pull-down forces up to 26 kN. Holding force reaches 75 kN using standard ISO 4762-12.9 screws, and modules can be unlocked pneumatically at 6 bar via side or bottom actuation.
The APS system serves as a universal interface between the machine tool, clamping device, and workpiece. It requires no traditional fixturing methods and is ideal for pallet automation and modular setup.
All APS modules are Proofline sealed, fully protected against coolant, corrosion, and swarf. An integrated air purge system for cleaning and locating surfaces is standard, helping maintain chip-free mating surfaces, essential for automation and high-tolerance part handling. Select models support pneumatic stroke control (SC) for real-time monitoring and feedback during robotic load/unload cycles.
The three-jaw system includes 3 clamping slides, providing higher pull-down forces and eliminating the need for special setups during multi-directional milling operations. The APS 138 series is fully suitable for automation, supporting both manual and robotic workflows without compromising speed or accuracy.



