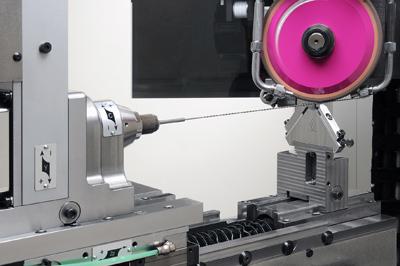
With the GrindSmart528XF, Rollomatic is reportedly taking the process of grinding drills with extreme length-to-diameter ratios to a completely new level. The GrindSmart528XF has been designed for grinding tools with diameters of 0.5 to 12mm and thanks to a new, innovative guiding system, even a length of 200 times D is possible with a repeatability accuracy of less than 2µm. Small drill diameters require extremely small coolant holes which must be detected by the machine.
"Very often super long drill are designed with mini coolant holes," explains Philippe Uebelhart, Managing Director at Rollomatic SA. "For this purpose, a CCD camera that can detect coolant holes with a diameter as small as 0.05mm can be easily integrated in the GrindSmart528XF."
With this new machine model, tool manufacturers will also benefit from a wide-ranging, flexible selection of tools that can be ground. "Whether we're dealing with high-performance drilling tools or standard and specialty milling cutters including those with stepped-down necks, the GrindSmart528XF is the solution and it offers a unique selling point on the market," says Philippe Uebelhart.
The GrindSmart528XF is fitted as standard with a compact tool loader and loading magazine for up to 1,000 workpieces, as well as with a compact grinding wheel changer that can accommodate up to six wheel packs. In addition, to save time the machine can change the wheel packs and the tools simultaneously.
Contact Details

Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.