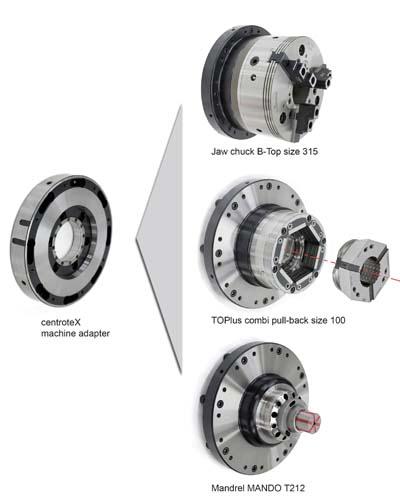
HAINBUCH America Inc. introduces their quick-change workholding interface system for turning centers. The patented centroteX System allows change-over of any workholding device on a turning center within five minutes or less while maintaining accuracies, eliminating the need for an operator to indicate the workholding system during change-overs and dramatically decreases machine downtime.
This system has a common flange plate that is fitted to the machine spindle along with a bayonet mount on the drawtube. The subplate with chuck or fixture is then mounted to this, rotated 15 degrees and locked via quick connect fasteners.
The user-friendly centroteX System can be mounted on any CNC machine and with most any workholding or fixture device allowing manufacturers to schedule their production scenarios according to their customer needs and not according to the workholding set-up on the machines.
Contact Details
Related Glossary Terms
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- fixture
fixture
Device, often made in-house, that holds a specific workpiece. See jig; modular fixturing.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.