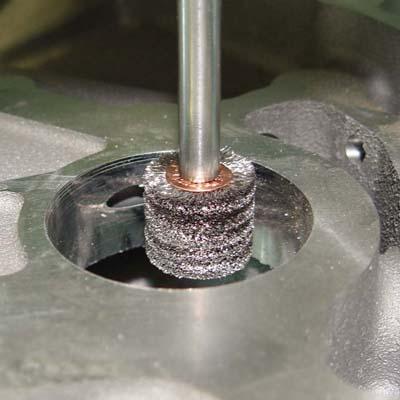
Bore-Rx brushes from Weiler Corp. are engineered for deburring internal part features in CNC machining centers. By using Bore-Rx brushes, off-hand deburring is eliminated, resulting in a decrease of direct labor content and an increase in part-to-part consistency. Bore-Rx brushes are superior to other internal brush deburring tools such as tube or "bottle" brushes.
Tube brushes have several shortcomings, the most notable of which is their lack of filament density, and this limits their aggression and tool life. Bore-Rx brushes, however, reportedly have 10 times more filament density, allowing them to remove even well-attached burrs and boast a greatly extended lifespan. Further, the construction of tube brushes prevents them from being operated at high spindle speeds, and they are prone to untwist when used in reverse rotation. Bore-Rx brushes address these shortcomings by offering the capability to operate at higher RPMs and in both directions of spindle rotation.
Bore-Rx brushes can be mounted directly into any standard 3/8" end mill holder or collet, and are available in sizes ranging from ¾" to 4" in diameter and with crimped-wire or abrasive-nylon filaments. The abrasive-nylon brushing tools in the Bore-Rx line now feature Weiler's exclusive Burr-Rx R ceramic-grain filament technology to remove the heaviest burrs from cross-hole intersections and other internal edges, and they are effective on tool steel, stainless steel, high-nickel alloys, and other hard-to-deburr materials.
Contact Details
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- brushing
brushing
Generic term for a curve whose shape is controlled by a combination of its control points and knots (parameter values). The placement of the control points is controlled by an application-specific combination of order, tangency constraints and curvature requirements. See NURBS, nonuniform rational B-splines.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.