Part marking ‘on the fly’
Automated laser marking keeps part production moving.
Just as making a mark is important in life, it’s also an essential element in many product manufacturing processes. Product marks can take a number of forms, including logos, QR codes and serial numbers. In some industries, putting a distinctive mark on every part is vital for traceability purposes.
The problem, however, is that common static marking techniques aren’t a good fit for modern automated manufacturing processes focused on minimizing cycle time. But if their budgets allow it, factories have another option: fully automated laser marking systems designed for integration into manufacturing lines. Marking “on the fly” as parts move along the line, these systems can do their job without slowing production.
Marking on the fly also can be done with ink, but companies that sell laser systems say their technology is a better choice. For one thing, they point out that lasers make more durable marks on parts.

Lasers leave indelible marks on parts. Image courtesy of Trumpf
“With the laser, you are changing the material and getting a more scratch-resistant mark compared to an inkjet, where the mark is only on the surface and not in the surface,” said Albert Jung, marking technology specialist at Trumpf Inc. in Farmington, Connecticut. “You can scratch off an ink, but a (laser) mark needs to be grinded off a steel part.”
In addition, laser marking companies say their systems are more reliable than their inkjet counterparts, which have nozzles that can clog and make it difficult to mark.
As a result, “they continuously need maintenance,” said Jerome Landry, application specialist at Laserax Inc. in Quebec City.
By contrast, he said a laser system requires no maintenance.
“You install it,” Landry said, “and basically you have something that works without issues.”
Then there’s the consumables contrast.
Sellers of ink-based systems “really make their money off the consumables — the ink, solvents and other things used in that process,” said Rick Jones, lead support engineer at Pryor Technology Inc. in Ashland, Virginia. But in laser marking processes, “consumables are virtually zero.”
Laser marking is a fully automated process that can mark a part in a fraction of a second. Trumpf’s systems use software to calculate the speed of a part-carrying conveyor belt and align that with the speed of the laser mirrors, which are moved by a pair of motors. This allows the system to mark parts while they are in the laser’s scan field, Jung
explained.
Although users don’t have to pay for ink and other consumables, the laser is a big-ticket item. Landry said the cost of a laser on-the-fly marking system ranges from approximately $60,000 to $120,000 compared with roughly $10,000 to $30,000 for an ink system. He added, however, that laser systems eventually make up this cost difference through savings on ink and other consumables over time. This could take a year in high-volume manufacturing operations, he said, and “more like two to three years” in settings where production is slower.
Production Considerations
Slowing down a line for marking means slowing production as well.
Therefore, “when integrating a laser for marking into an automated cell, you want to make sure the extra step is not reducing the volume capabilities of the process,” Landry said.
One way to speed up laser marking to meet production requirements is to opt for a higher-power laser.
“Up to a certain point, this is scalable,” Jung said. “So if your mark would take one second with a 10 W system, you can scale up to a 20 W system and reduce the time to half a second.”
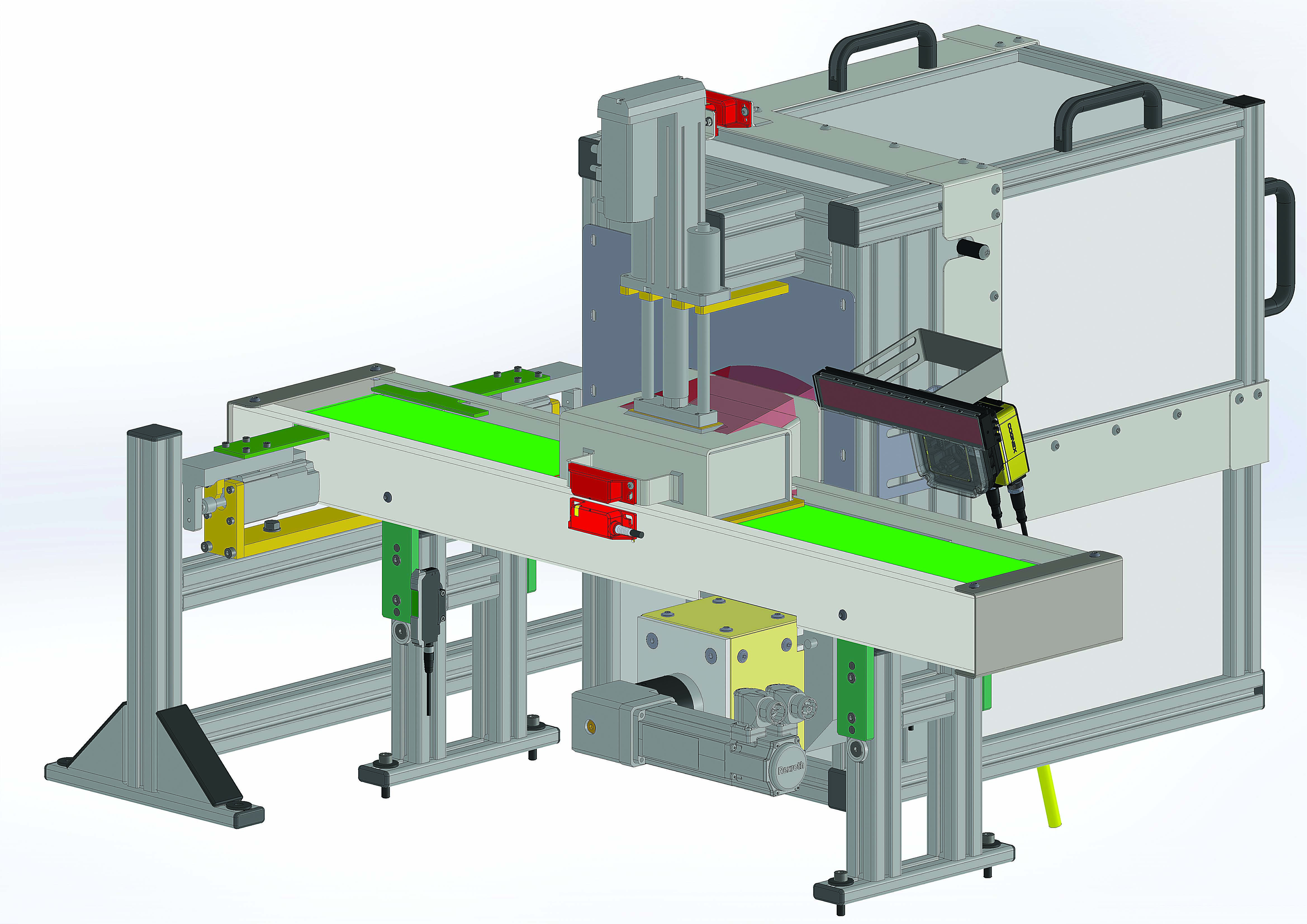
This custom on-the-fly laser marking system was designed to meet the requirements of a particular production process. Image courtesy of Pryor Technology
Jones said a 20 W system is “very standard” for industrial marking applications, though he believes that Pryor Technology has provided laser power as high as 300 W to customers.
The downside to boosting laser power, of course, is that it also makes the laser’s price tag even heftier.
“Cost goes significantly higher as you up the wattage to meet your target cycle time,” Jones said.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


