Gripping threaded parts: Medical Manufacturing
Cutting external threads is one of the more difficult machining operations. Achieving the proper thread form can be challenging, and tool chipping and premature tool wear are often problematic because of insufficient surface speeds and high cutting pressures.
Cutting external threads is one of the more difficult machining operations. Achieving the proper thread form can be challenging, and tool chipping and premature tool wear are often problematic because of insufficient surface speeds and high cutting pressures.
Nevertheless, there are many ways to successfully cut external threads, including chasing them with a die, single-point turning, whirling, rolling and milling. However, the worst aspect of machining a threaded part usually isn’t making the thread, but gripping the part afterwards for doing a secondary operation.
Consider turning a knurled-head, socket head cap screw having dimensions of 1⁄2-13×2″. A shop with a 2-axis CNC lathe would most likely load bar stock at least 9⁄16″ in diameter into the feeder, face, chamfer and turn the major diameter and screw head, knurl it, cut the thread and part off. All that’s left is to face, drill and broach the opposite end.

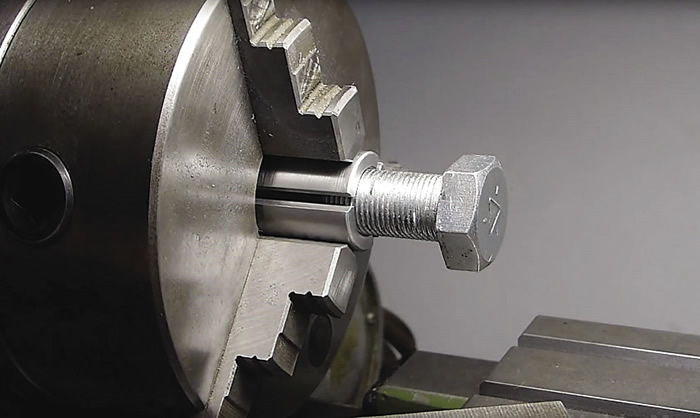
A split sleeve can be an effective method for gripping threaded parts.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion