Turn SCLC-S-P/SDJC-S-P/SVJB-S-P Toolholders
Turn SCLC-S-P/SDJC-S-P/SVJB-S-P Toolholders
The holders accept CCGT3xx, DCGT3xx and VCGT2xx indexable inserts and provide a high level of indexing accuracy even when turning parts with tight tolerance specifications. The short head dimension enables short clamping and high stability. The shank dimensions are 12 mm × 12 mm and 16 mm × 16 mm.
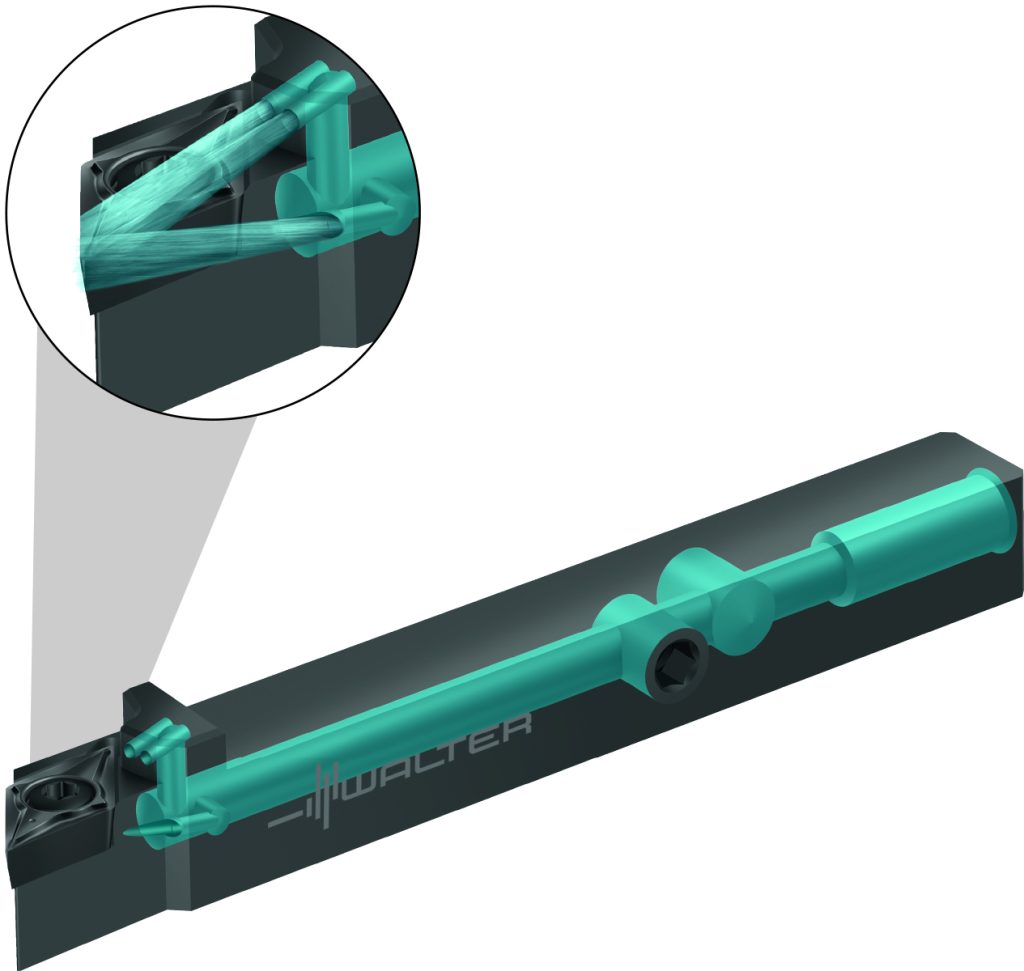
With its new Walter Turn Swiss toolholders for turning applications, Walter is targeting applications on Swiss-style automatic lathes and multi-spindle machines that have up to 2,175 psi (150 bar) of coolant pressure. The holders are suitable for turning high-precision parts, longitudinal (axial) turning, facing and copy turning small-diameter components.
The holder provides targeted clearance face cooling for efficient chip control and increased tool life in addition to high precision cooling on the flank face to slow down the insert heat and wear. The holders feature a flexible coolant connection in three positions for either external plumbing or thru-coolant introduction through late turrets.
The holders accept CCGT3xx, DCGT3xx and VCGT2xx indexable inserts and provide a high level of indexing accuracy even when turning parts with tight tolerance specifications. The short head dimension enables short clamping and high stability. The shank dimensions are 12 mm × 12 mm and 16 mm × 16 mm.
Potential benefits include less downtime caused by bird nesting of chips thanks to the targeted clearance face cooling and long tool life even when turning heat-resistant workpiece materials due to the cooled cutting edge.
Compared to the exchangeable head systems available in the market, the Walter Turn Swiss holder will provide significantly higher stability due to mono-block solid design. This in turn leads to significantly higher tool life with less vibrations, as well as higher surface finish quality of the finished workpieces.
In addition to the conventional ISO turning toolholders, the W1011-S-P copy turning/profiling systems with positive engagement and the G4014-P grooving tools with side clamping are also part of the precision cooling '-P' style Walter Turn Swiss holder program offering.



