T2710 Indexable Thread Mill
T2710 Indexable Thread Mill
Walter's T2710 indexable thread milling cutter can be used universally in steels, stainless steels, cast iron, non-ferrous metals, high-temperature alloys, and hardened steels up to 55 HRC. It machines threads with nominal diameter from 0.79 in. (20 mm), and pitch range of 1.5 - 6 mm/18-6 TPI up to 1.5 x Dn thread depth. The tool is supplied with a Weldon shank for rigid and secure clamping.
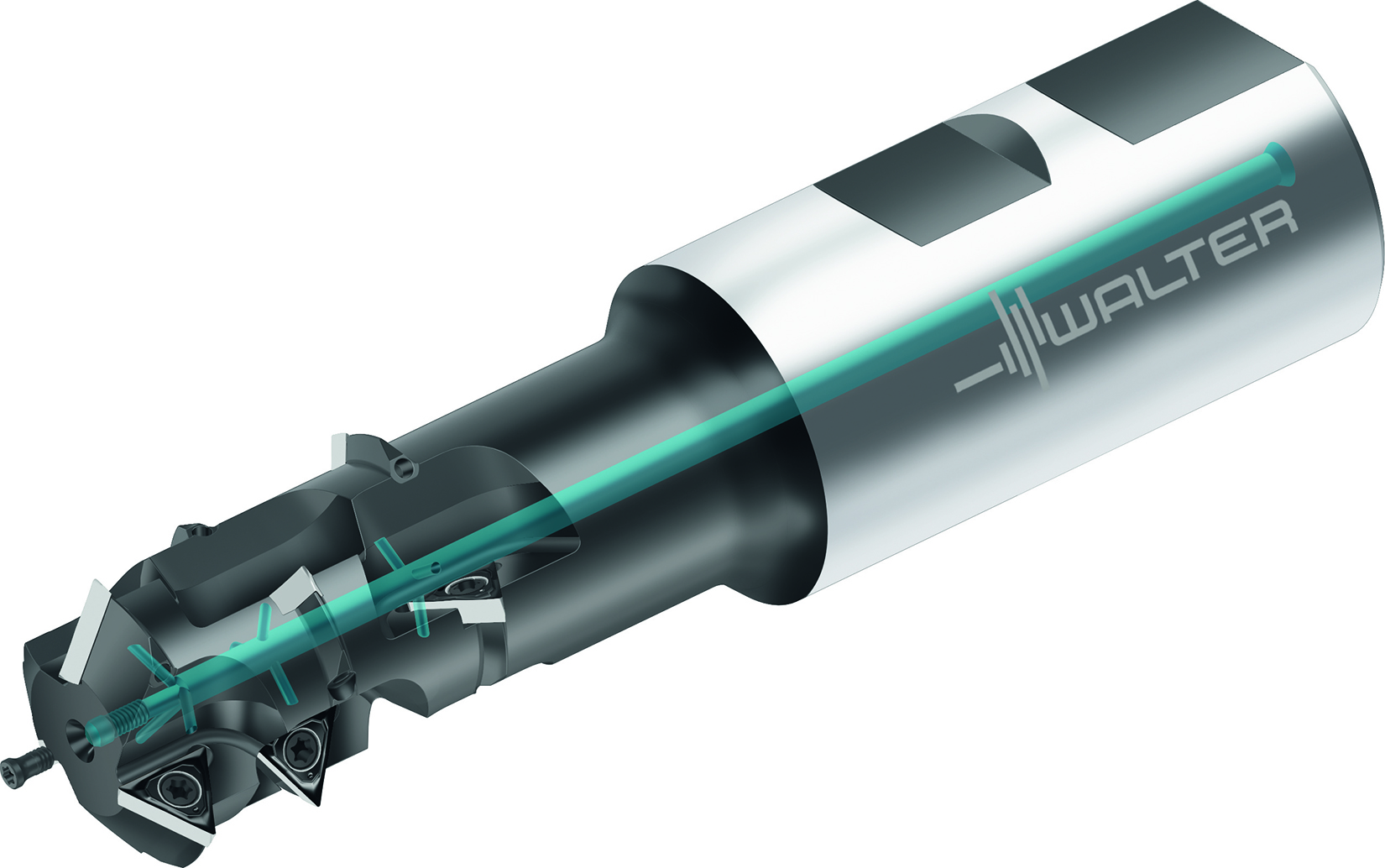
The new Walter T2710 indexable thread mill is bringing higher levels of productivity, reliability and quality to the machining of short threads. This multiple row cutter is designed for high cutting speeds and high feed per tooth, plus it boasts an easy cutting indexable insert with three cutting edges, all of which results in low cost per thread.
The inserts feature the wear-resistant universal grade WSM37S and defined corner radii for standard threads. This cutter's small space between rows facilitates quick machining of short threads, and process reliability is enhanced by its easy handling with few radius corrections. The excellent thread quality of the new T2710 is due to operational smoothness, so the threads are free of chip residue. It also has variable radial or axial coolant supply.
Walter's T2710 indexable thread milling cutter can be used universally in steels, stainless steels, cast iron, non-ferrous metals, high-temperature alloys, and hardened steels up to 55 HRC. It machines threads with nominal diameter from 0.79 in. (20 mm), and pitch range of 1.5 - 6 mm/18-6 TPI up to 1.5 x D thread depth. The tool is supplied with a Weldon shank for rigid and secure clamping. A version of the T2710 indexable thread mill insert, with anti-vibration land for unfavorable machining conditions is also available. This geometry is listed as "D61."