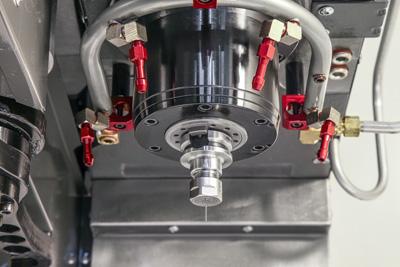
The DT-1 Drill/Tap center from Haas Automation Inc., is now available with a 20,000-rpm inline direct-drive spindle, giving customers the ability to run higher feed rates for small tools and high-speed machining operations.
The optional 20K spindle is for applications that require high spindle speeds, and powerful enough to mill hard-to-machine materials. It allows rigid tapping to 5000 rpm, with up to four times retract speed to reduce cycle times. The spindle is powered by a 15-hp vector drive system that yields 16 ft-lb of cutting torque, and the motor is coupled directly to the spindle to reduce heat, increase power transmission, and provide excellent surface finishes.
The DT-1 is a lean-style machining center with a compact footprint that allows multiple machines to be placed side-by-side, allowing for the most efficient use of valuable shop floor space. It features a generous 20" x 16" x 15.5" work cube and 26" x 15" T-slot table, while maintaining a very small footprint. The machine provides cutting feed rates to 1200 ipm for high-speed milling, and the 20+1 side-mount tool changer swaps tools quickly to reduce non-cutting time. High-speed 2400 ipm rapids combine with high acceleration rates to shorten cycle times and increase throughput.
For efficient chip removal, the DT-1 features steeply sloped internal sheet metal. Optional twin chip augers transport chips to exit at the rear of the machine, allowing multiple machines to be placed close together. A 45-gallon flood coolant system is standard, with options for a programmable coolant nozzle and high-pressure through-spindle coolant systems.
Contact Details
Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- tapping
tapping
Machining operation in which a tap, with teeth on its periphery, cuts internal threads in a predrilled hole having a smaller diameter than the tap diameter. Threads are formed by a combined rotary and axial-relative motion between tap and workpiece. See tap.