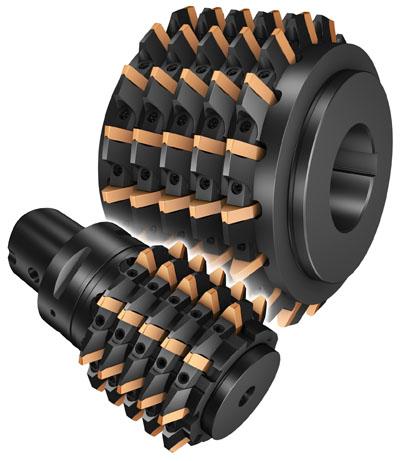
Sandvik Coromant Co. has expanded the CoroMill 176 range of full profile hobs for spur gears, helical gears and splines to incorporate module 3-10 applications.
First introduced nearly 2 years ago, CoroMill 176 is an indexable insert hob that can reduce cutting time by up to 70 percent, largely through the application of cutting speeds up to four times higher than conventional high speed steel (HSS) cutters and a large number of effective inserts, according to the company. The cutter offers a full-effective design compared to the half-effective designs on multi-segment hobs with tangentially mounted inserts. Furthermore, tool life is up to six times longer, which means machine downtime is also reduced in direct proportion. Another advantage is that HSS tools necessitate the purchase of several tools, which must be monitored closely due to the need for re-sharpening and re-coating.
CoroMill 176 was initially launched in modules 4-6, however, it soon expanded to incorporate modules 4-8, and has now been announced to range from modules 3-10 (module is the pitch diameter divided by the number of teeth). Available for roughing, semi-finishing and finishing operations, this innovative assortment of tools offers a solution for both hobbing machines and on multi-task machines/five-axis machining centers. CoroMill 176 is available for arbor mounting as well as Coromant Capto integrated version.
Hobs can be supplied with standard carbide inserts for generating gear profiles in accordance with DIN3972-2, although Custom Made options are also available for specific profiles with, for example, addendum modification, protuberance, tip chamfer and tip relief. Insert grade GC1030 with multi-layer coating is offered for high levels of wear resistance and edge line toughness in ISO P (steel) gear milling operations. Numerous global installations have proven that this concept is very attractive to boost productivity and cut cost in gear and spline manufacturing. The hob is registered in accordance with DIN3968 class B, but generates a gear quality extremely close to what can be expected from a class A hob. Insert changing is quick and easy, and yet features modern wedge-clamping technology for positional repeatability and the groundbreaking iLock interface for high precision and stability.
Contact Details
Related Glossary Terms
- arbor
arbor
Shaft used for rotary support in machining applications. In grinding, the spindle for mounting the wheel; in milling and other cutting operations, the shaft for mounting the cutter.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
- indexable insert
indexable insert
Replaceable tool that clamps into a tool body, drill, mill or other cutter body designed to accommodate inserts. Most inserts are made of cemented carbide. Often they are coated with a hard material. Other insert materials are ceramic, cermet, polycrystalline cubic boron nitride and polycrystalline diamond. The insert is used until dull, then indexed, or turned, to expose a fresh cutting edge. When the entire insert is dull, it is usually discarded. Some inserts can be resharpened.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- pitch
pitch
1. On a saw blade, the number of teeth per inch. 2. In threading, the number of threads per inch.
- relief
relief
Space provided behind the cutting edges to prevent rubbing. Sometimes called primary relief. Secondary relief provides additional space behind primary relief. Relief on end teeth is axial relief; relief on side teeth is peripheral relief.
- wear resistance
wear resistance
Ability of the tool to withstand stresses that cause it to wear during cutting; an attribute linked to alloy composition, base material, thermal conditions, type of tooling and operation and other variables.