How many times have tool manufacturers wished they could grind the slot for coolant holes, the chamfer on the end of the shank, and the pre-shaped point on drill blanks in one quick, easy automated process that is both precise and cost-effective? Rollomatic has made this a possibility by offering a new feature on the ShapeSmart NP5: an integrated CCD camera.
The time-consuming task of tool blank preparation is a critical factor in manufacturing high-precision drilling tools. The tungsten carbide rods are normally centerless ground without the slot for coolant holes or the chamfer on the end of the shank. The grooves and chamfer are then cut separately using a conventional grinding machine, for example. As a leader in the manufacture of high precision grinding machines, Rollomatic has now combined the tasks of grinding the coolant hole slot, the chamfer on the end of the shank, and the pre-shaped point in a single operation, quickly, precisely, and cost-effectively.
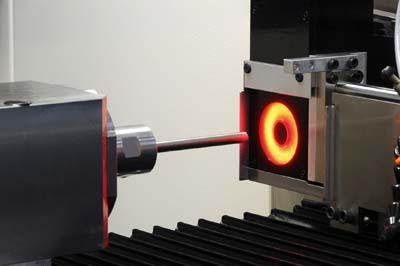
The ShapeSmart NP5 manufactures complex blanks with optimal concentricity within a tolerance of 0.001 millimeters. The 5-axis precision grinding machine with 3-axis robot loader and a grinding diameter range of 0.025mm to 20mm is ideally suited for cutting tool blank preparation as well as grinding of punches, ejector pins, and many similar parts. It can even grind complex shapes and extreme length-to-diameter ratios thanks to an innovative tool support and a unique ability to combine rough and finish grinding into a single step.
Jean-Charles Marty, Product Manager at Rollomatic SA states: "For the ShapeSmart NP5, we have developed an optional feature especially for tool manufacturers in order to prepare drill blanks more efficiently and cost-effectively: The newly integrated CCD camera makes the machine operator's job easier and also broadens the range of applications."
First, the CCD camera locates the coolant holes and adjusts the position of the tool blank accordingly. Second, the ShapeSmart NP5 grinds the slot vertical to the holes and then the chamfer within the same process. The integrated reverse station turns the blank around in order to grind the pre-point at the tip of the tool. If required, the machine can also grind the back taper on the diameter of the drill. When grinding, the machine can measure and automatically adjust the diameter, guaranteeing a tolerance of 0.001mm. Jean-Charles Marty, Product Manager at Rollomatic SA confirms that "no manual intervention is necessary at any point during the process."
The CCD camera also opens up new opportunities to manufacture special tools, as the machine can easily align the blank with one or more coolant holes as well as flats at the tip of the blanks. The ShapeSmart NP5 is both precise and efficient: as an example, when working on a blank that is 6mm in diameter, the cycle time for all operations is 55 seconds, including the changeover of parts and automatic loading.
Contact Details

Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- tungsten carbide ( WC)
tungsten carbide ( WC)
Intermetallic compound consisting of equal parts, by atomic weight, of tungsten and carbon. Sometimes tungsten carbide is used in reference to the cemented tungsten carbide material with cobalt added and/or with titanium carbide or tantalum carbide added. Thus, the tungsten carbide may be used to refer to pure tungsten carbide as well as co-bonded tungsten carbide, which may or may not contain added titanium carbide and/or tantalum carbide.