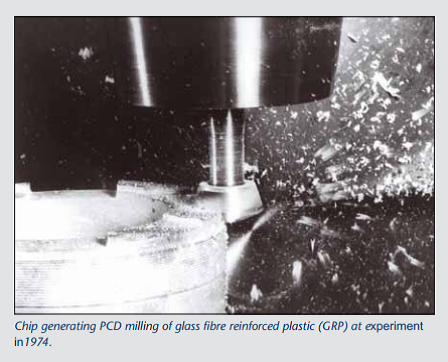
Between 1974 and 1976, polycrystalline cutting materials, such as PCD and PCBN, could show their potential for the first time. As a result of the hardness of diamond, combined with the sharpness for machining tasks, the superiority of PCD was displayed early on when turning, milling and drilling.
Nevertheless, this particular cutting material was at that point still a niche produce. The world of global players within the automotive industry had not yet discovered it or had not yet realized its cost-cutting potential. There were several reasons for this. When PCD was first introduced to the industry in 1973, tool manufacturers had only been able to grind carbide, a similar cutting material, efficiently, i.e. in a cost-effective way, for about five years. The grinding wheel that was available for producing carbide cutters at the time played a role in this.
Until around 1967, diamond wheels were only referred to as polishing wheels, and therefore were not suitable for pregrinding processes. The reason for this was that the synthetic and natural diamond grains in resin-bond grinding wheels would fall out of the bond after approximately a third of their product life. Only after the diamond grains were coated with nickel cobalt, an innovation of the company Asea, was it possible to create a lasting coralline surface connection between the resin bond and the individual diamond grains.
Pregrinding of carbides was now possible and initiated a boom-like upswing of the carbide industry. It could be questioned whether polycrystalline cutting materials came too early for the industry.
PCD – Too Early for Many
In this regard, in the beginning of the 1970s, turning machines with microprocessors for CNC production did not yet exist. The first attempts were made about 1978. Until then, turning was mostly done manually, outside of a few exceptions with perforation stripe control. For the carbide industry, and especially, for the booming manufacturers of carbide tools, the synthetic and, at the same time still controversial, PCD definitely came too early.
In the early to mid 1970s, the question was what to do with a cutting material advertised by General Electrics as a performance-enhancing material for machining nonferrous metals. The “hard metal” cutting material had only recently been “defeated.” On top of that, nonferrous metals, where were the potential customers asking for a cutting material for machining aluminum superior to carbide and with a much longer tool life?
At the time, there was no automated production, as microprocessors were not introduced into the machining world until 1978, with one of the first turning machines. Aluminum had to wait some time until its successful breakthrough into the world of motor manufacturing. In other words, mass production of automobiles.
Not only the grinding of natural diamonds was “complicated,” but also and even more so, the grinding of “nongrowing” PCD. Therefore, the diamond experts were expected to deal with this exotic PCD. This is more or less how it could have happened that Lach Diamant concentrated more and more, and with increasing interest, on this new cutting material. Because of our decades-long experience in manufacturing and service of turning tools made of natural diamonds for overturning copper commutators for customers like Bosch, Siemens and AEF, we were made aware of manufacturing problems during the production of raw commutators, and the solution found in PCD.
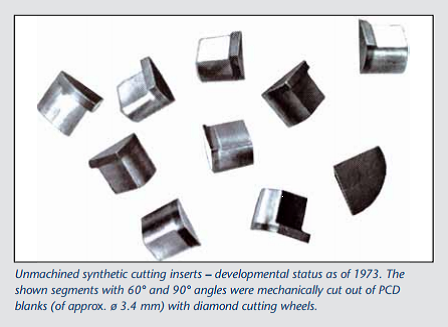
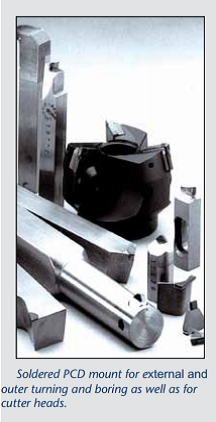
PCD tools had been developed based on the earliest requirements and focused on the use of turning tools with soldered cutting segments with 60° or 90° angles. Even though milling with PCD was already a highlight of the Hanover trade show in the spring of 1974, its use was limited until the end of the 1970s to carbide plates, which were clamped into cutter heads. They consisted of a soldered PCD cutting edge and small-shank tool with at the most three cutting edges.
We have to consider that all then-available PCD cutting edges had to be tediously cut out of a 3.4mm or, at the end of the 70s, a 6.4mm blank, which left only little scope for spectacular depth or width of cut. Furthermore, the prevailing textbook opinions about diamonds were still in too many heads during this phase: “Diamond is only suitable for polishing gold and silver and some nonferrous metals, but by no means suitable for uninterrupted cuts.”
Convincing at productronica
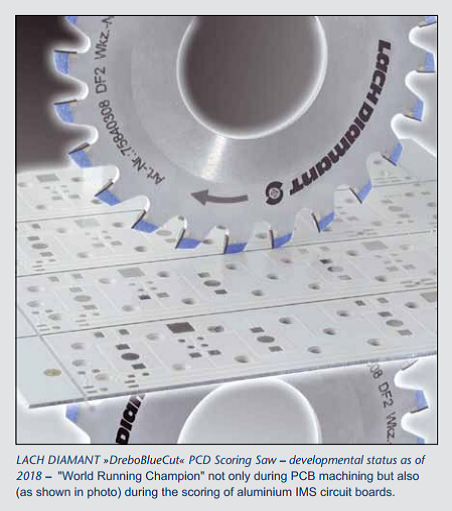
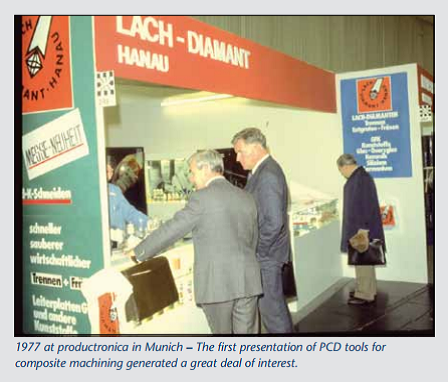
Of all things, the announcement of a show, which was until then unknown to me, in hindsight proved to be a turning point for the implementation of PCD tools. The productronica, in 1977 in Munich, announced as a component show for the electronic and circuit board industry, caught my attention. Circuit boards? The basic material is glass fiber-reinforced plastic, which is something we know. We had successfully cut this with PCD, even dust-free.
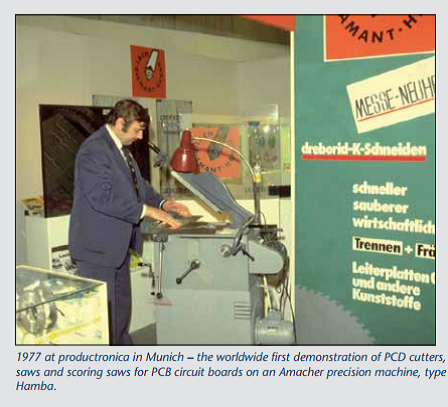
To demonstrate this successfully at the trade show, a demonstration machine was needed. We found it at AEG in Seligenstadt, where the company manufactured circuit boards for domestic use. It was a Swiss-style machine from Amacher. Three processes could be shown on this small, precision machine, type HAMBA: cutting, scoring and edge machining.
We registered for the show. We placed an internal work order for the three PCD tools, or rather saws, we needed. The only objections were raised by production: “How are we supposed to grind these rotating tools? It will take forever.” Indeed, to finish 12 teeth, for example, it took 35 hours of grinding time! But I said, “You can do it. You always found a way in the past.”
The productronica 1977 was at first a huge success for Lach Diamant. At the time, there was a growing demand for electronic circuit boards, and all the big names were present and gathered around the small Amacher machine to marvel at the precise and dust-free machining of PCB, the basic material of circuit boards. I still remember to this day, the doctors of Siemens and NCR, who immediately thought of diamond saws for packet machining of 300mm and 350mm diameters and who spontaneously ordered sample for further experiments.
It could have been so perfect. Machining of circuit board materials would have already been possible in a more efficient way since 1977 if only the following would not have happened: “Boss, we really do everything for you, but we can only do one thing. Either we can try to make scorers and saws for circuit boards, or we can continue to serve customers, like Bosch and Kautt & Bux with commutator diamonds.”
That was it for rotating PCD tools. The “grinding” technology delivered only 12 PCD teeth in 35 hours; the facts were very clear. The initial trade show success was gone.
During the following 12 months, I personally had a very unpleasant task. The doctors of expert visitors at the trade show were really “hot” for this technology that had been successfully demonstrated. They assailed me with complaints that we were depriving them of this technology, for whatever reasons. In short, they were miffed.
In reality, the only culprit was this beastly polycrystalline non-growing diamond material itself; even diamond cutters with years of experience capitulated. Again and again, we pondered how we could get results faster and how to conquer this seemingly invincible stuff.
The Turning Point
And suddenly, at the end of 1978, a second turning point, which would finally lead to success. Once again via an announcement, this time as a sales advertisement in a Frankfurt newspaper for a spark erosion machine by the company MATRA. I never heard of a spark erosion machine, but I did remember my father mentioning that electricity played a role when cutting natural diamonds on the obligatory cast discs.
We had a good relationship with MATRA Frankfurt, at the time a manufacturer of “state-of-the-art” surface grinding machines. Lach Diamant was allowed to use these machines, especially for experiments with CBN Borazon grinding wheels.
“So, what” I said to Gerhard Mai, our newly appointed master of PCD production, a former diamond cutter, trained at Lach Diamant. “Let’s take a look at this.”
We quickly made an appointment with the two gentlemen in charge at MATRA, Mr. Schreiber and Mr. Becker. “Yes, stop by with your extremely hard-to-grind carbide and we will see what we can do.”
It was a good thing that we had knowingly kept quiet about the fact that our so-called hard metal was PCD. I clearly recall how Mr. Becker greeted us at the entrance and led us into a hall with rail access. Left and right of the entrance were some, at least for me at the time, unidentifiable machines. We stood in front of a machine that I would call some sort of “sinking machine.”
The PCD sample we handed over for the spark test was carefully mounted and disappeared in a “brew,” which I now undersand as a sort of dielectric fluid. The power was switched on, and I could tell from Mr. Becker’s face that he expected our PCD to show a reaction. We took turns to examine the changes with a magnifying lens. Nothing happened—not even during the next five minutes. “Well, I am sorry. Apparently nothing works with this carbide,” he said regretfully.
With the words, “OK, it does not work, but it was worth a try,” we thanked them and were already on our way out of the hall when I suddenly discovered another machine in a corner. It looked slightly different, mainly because of the additional tower-like structure. “What kind of machine is this?” I asked.
“A FANUC wire electrical discharge machine, which is kind of similar to the other,” Mr. Becker replied. “Since you are already here, let’s try another experiment if you’d like. I have to tell you right away that it contains a profile for one of our customers.” I only said, “It doesn’t matter.”
So the sample was mounted again and the machine worked right away in the truest sense of the word—the hot wire actually cut the promised profile out of the PCD and formed it. This visible success surpassed all our expectations. This “beastly material” had finally been conquered for the first time. And on top of that, this experiment had shown us how to produce profiling tools and mills under the influence of spark erosion. A discovery that would show its full value for the future only two weeks later.
But first, I visited our patent lawyer on the next day. The patent number 0010276 for “Herstellung beliebiger profile in polykristallinem synthetischem diamant mittels funkenerosion” was granted and published on April 21, 1982.
European Patent No. 0010276
Method and device for electroerosive machining synthetic polycrystalline diamond and use of the diamonds machined according to this method
Priority: October 13, 1978 – granted and published April 21, 1982
Patent Claims:
1. Method for electroerosive machining synthetisch polycrystalline diamond, characterized in that for producing arbitrary profiles the machining is made by means of spark erosion.
2. Polycrystalline synthetic diamond produced according to claim 1, characterized in that the synthetic polycrystalline diamond machined by spark erosion shows the profile of a circular disc or a circle section or a circular ring or a circular ring section or a rectangle or an ellipsis section or of a form composed of these configurations.
3. Use of synthetic polycrystalline diamonds machined by spark erosion as cutting edges in single or multiple-cut rotary tools, preferably for machining of hardwood or synthetic resin sheets or plates of particle wood.
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- cubic boron nitride ( CBN)
cubic boron nitride ( CBN)
Crystal manufactured from boron nitride under high pressure and temperature. Used to cut hard-to-machine ferrous and nickel-base materials up to 70 HRC. Second hardest material after diamond. See superabrasive tools.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
- polycrystalline cubic boron nitride ( PCBN)
polycrystalline cubic boron nitride ( PCBN)
Cutting tool material consisting of polycrystalline cubic boron nitride with a metallic or ceramic binder. PCBN is available either as a tip brazed to a carbide insert carrier or as a solid insert. Primarily used for cutting hardened ferrous alloys.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- polycrystalline diamond ( PCD)2
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- profiling
profiling
Machining vertical edges of workpieces having irregular contours; normally performed with an endmill in a vertical spindle on a milling machine or with a profiler, following a pattern. See mill, milling machine.
- surface grinding
surface grinding
Machining of a flat, angled or contoured surface by passing a workpiece beneath a grinding wheel in a plane parallel to the grinding wheel spindle. See grinding.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- width of cut
width of cut
Width of the milled surface, reflecting a face milling cutter’s radial engagement, and a peripheral milling cutter’s axial engagement, in the cut.
Author

Managing Director and CEO of LACH DIAMANT, Jakob Lach GmbH & Co. KG, Donaustr.17, 63452 Hanau, Germany. After 55+ professional years in the world of diamonds - Horst Lach, born on April 3rd, 1940, is known as one of the pioneers of the diamond tool industry. His outstanding and brilliant ideas were simply remarkable, and he initiated a complete new way of thinking in the tool industry. Tool life should no longer be measured in hours, but in weeks and months. In 1960, Horst Lach joined his father's diamond cutting facility, founded in 1922.
Horst Lach is not only CEO of LACH DIAMANT Germany, but also of LACH DIAMOND INC., Grand Rapids, MI 49512, Tel. (616) 698-0101.
Website : http://www.lach-diamant.de
CTE is happy to be publishing a series of articles by Horst Lach. To date we have published the following :
How new superhard cutting materials revolutionized machining, Part 1 (Published 9/20/18)
LACH DIAMANT looks back on 95 years, Part 2 (Published 10/18/2018)
'Poly–poly–or what?' third part – hard turning, Part 3 (Published 11/12/18)
'Poly–poly–or what?' fourth part – a trade show initiates a brilliant idea, Part 4 (Published 12/6/2018)
'Poly–poly–or what?' fifth part - Diamonds Show Profile, Part 5 (Published 1/8/2019)
'Poly – poly-or what?' sixth part - Quo vadis – Where are you going …?, Part 6 (Published 3/1/2019)
Poly – Poly - or what? Part 7: Stumbling blocks on the way into the automotive world …, Part 7 (Published 4/15/2019)
'Poly – Poly – or what?' Part 8: How the 'issue with the comma' became a success, Part 8 (Published 6/25/2019)
Poly – Poly – or what? Part 9: Lach Diamant Goes East, Part 9 (Published 1/6/2020)