Tips for using zero-point clamping systems
If your shop is looking for a low-cost, simple and effective way to reduce setup time, consider zero-point clamping.
If your shop is looking for a low-cost, simple and effective way to reduce setup time, consider zero-point clamping. A related resource on zero point clamping system market expands on this point.
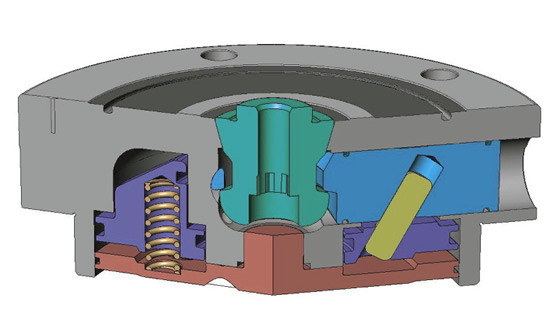
Similar to the mechanism that grips rotary toolholders on many machining centers, zero-point clamps employ a mounting knob and clamping wedge lock to pull a pallet, fixture or other workholding device—or even the part itself—against the ground face of a zero-point chuck. The retention knob sits inside the chuck bore and offers positional accuracy to within a few tenths of an inch and several tons of clamping force until released through mechanical, hydraulic or pneumatic pressure.
Courtesy of Carr Lane Roemheld Manufacturing
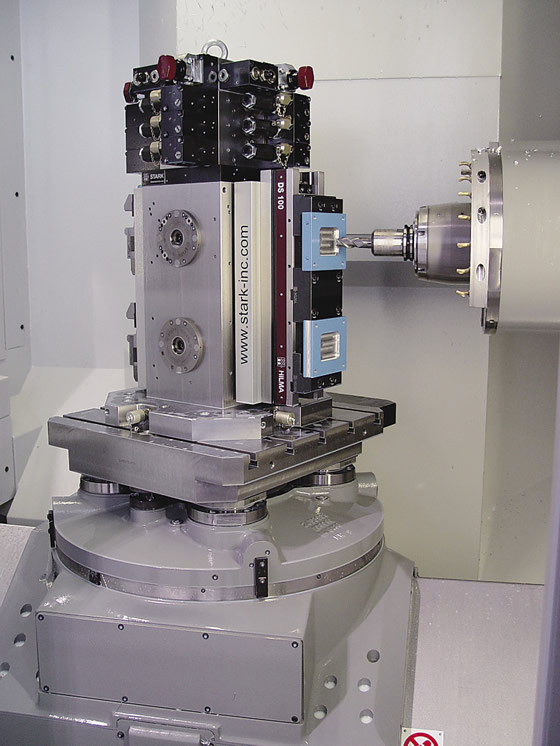
A Carr Lane Roemheld zero-point fixture integrates into a four-sided tooling block.
Courtesy of BIG Kaiser Precision Tooling
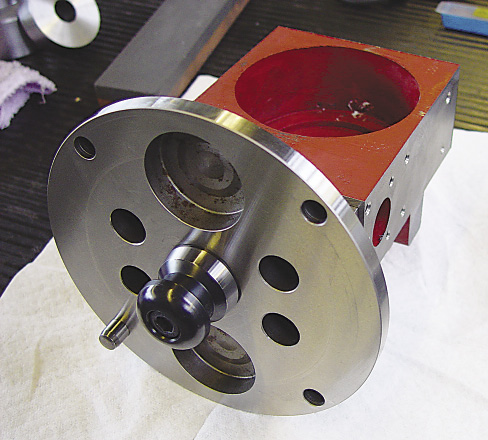
A workpiece with five-sided access mounts to a baseplate with a BIG Kaiser zero-point knob and timing pin.
For example, 6 “-vise aficionados could permanently mount that all-purpose hunk of iron to a piece of precision-ground tooling plate. Bolt a pair of zero-point knobs to the bottom of the plate, then attach a pair of zero-point chucks to the bed of the machining center. Drop the knobs into the chuck bores, flip the switch and go. That means no more cleaning T-slots or looking for wrenches when switching the vise for a fixture or rotary table. If every machine in the shop is set up like this, changeovers can best be measured in minutes instead of hours.
Zero-point clamping does much more than reduce setup time, however. Gerard Vacio, workholding systems specialist at BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill., said the biggest benefit is reducing process time. “Many shops will clamp the workpiece for operation 10, clamp it in a different vise or fixture for operation 20 and clamp it on the rotary table for operation 30. If each handling takes 2 minutes and the lot size is 50 pieces, that means hours of downtime, far more time than the original setup took.” BIG Kaiser is a cutting tool, toolholder and workholder manufacturer and distributor.
Machine shops can eliminate this downtime and also save a ton of money on fixtures by utilizing zero-point to tumble workpieces through successive machining operations without unclamping the workpiece. “In the previous example, you have three fixtures, each one more expensive than the last because it must rely on the accuracy of the previous operation,” Vacio said. “Zero-point allows you to build a single fixture and machine five sides of the workpiece in one clamping. You can move it from the mill to the lathe to the grinder to inspection with no loss of accuracy.”
Interested? Consider a few things before running out to get some zero-point clamps. First, zero-point might be inexpensive compared to traditional fixtures, but it’s not free. Figure on $3,000 or more for a starter kit that contains a handful of pull studs, a pair of chucks and a baseplate preplumbed for pneumatics. It’s likely you’ll need more than two chucks per machine, as well as extra pull studs, air lines and fittings. Multiply that by 10 or 20 machines and there goes the fund for the company picnic.
Courtesy of Big Kaiser Precision Tooling
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion