Straight talk about drilling straight, deep holes
Straight talk about drilling straight, deep holes
Check out Greg Bartlett's Q&A with Allied Machine's product manager.
CTE Managing Editor Greg Bartlett spoke with Salvatore DeLuca, product manager at Dover, Ohio-based Allied Machine & Engineering Corp., which manufactures holemaking and finishing tools for a range of applications in boring, burnishing, drilling, reaming and threading.
Cutting Tool Engineering: How much of a concern is maintaining straightness when deep-hole drilling?
Salvatore DeLuca: The straightness requirement of a deep-hole drilling operation can vary significantly from one application to another. For example, water lines in a mold will have a much looser tolerance than what you would typically see in a firearm barrel or engine block. Understanding the workpiece material is the key to success. Without the right geometry insert and holder, a deep hole can be nearly impossible to achieve, let alone keeping it straight.
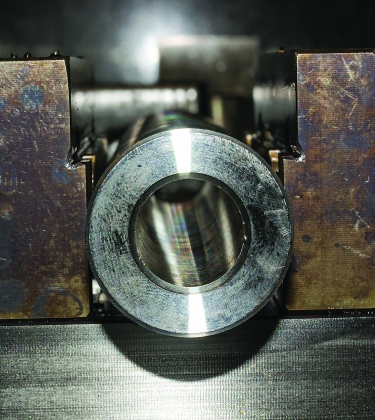
Note the visible perimeter ring created by the initial spot drill and chamfer. Establishing a pilot hole to secure stable entry ensures that the job starts on center. Image courtesy of Allied Machine & Engineering
CTE: What situations most commonly cause problems with straightness? How are they corrected or avoided?
DeLuca: More often than not, we see improper geometry selections being a main contributor to issues. This goes back to understanding your workpiece material and making sure you have the right tool for the job. Some workpiece materials will have a high variance in composition, which can cause the cutting edge to deflect, ruining your chances for a straight hole. Material-specific insert geometry can make a huge improvement. If your tolerance is on the more difficult end, having a guided toolholder is the ideal way to go. Our customers have had really good and much quieter results from our guided T-A drill, nicknamed the stealth drill.

Salvatore DeLuca, product manager at Allied Machine & Engineering. Image courtesy of Allied Machine & Engineering
Also, make machine spindle maintenance routine and be smart when choosing toolholders. If the spindle or toolholder is out of spec, it creates runout, which will be amplified as it travels down the whole tool assembly to the tip. Both of these factors can cause all types of havoc, including but not limited to poor interior surface finish. Spindle maintenance and toolholders that provide an even gripping force will help center the tool during clamping.
Lastly, your choice of coolant affects the tool life, cutting forces, power consumption, accuracy and surface finish. Always check the coolant's concentration, and don't forget to listen to your machine. You want to hear a consistent popcorn-type sound instead of coolant sputtering/choking or your machine straining. Watch the load on the machine to see if it spikes inconsistently too. Any of these signs can be a red flag and may result in poor interior surface finish and off-center deep holes.
If it is a high-production job, we recommend that you talk to a coolant provider for advice on the best coolant for your application so you can take full advantage of the application. High-pressure coolant can also help break the chips and improve the ability to evacuate chips faster in deep-hole drilling. This keeps chips from packing or welding to the cutting edge and reduces cycle time by allowing the speed and feed rates to be increased. High-pressure coolant ultimately helps form small, well-broken chips, which can be evacuated more easily.
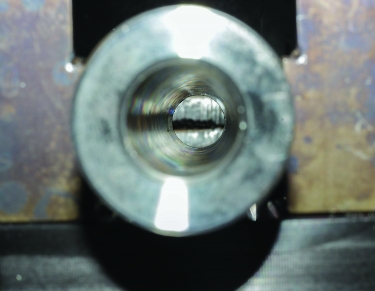
A guided drill with material-specific insert geometry maintains chip control and provides a superior surface finish in this 9" hole through 17-4 stainless steel. Even cutting forces help maintain straightness. Image courtesy of Allied Machine & Engineering
CTE: Are there myths or common poor practices that people follow that actually hurt them? If so, what should they do instead?
DeLuca: Spot drilling is a common problem but more so in relation to the type of spot drill you use. When it comes to deep-hole drilling, we suggest a stub-length drill to pilot the hole with the same insert that you will be using in the deep drill. This will not only allow the deep drill to settle in quickly—because it has the same included angle—but also provide safety. We do not want a 30-diameters-deep drill whipping in free space. Starting the tool inside of the pilot hole will ensure a better hole but, more importantly, a safer work environment.
CTE: What is an essential tip for people to know?
DeLuca: Consistently making straight, deep holes—within tolerance—requires a bit of a symphony. You have to make sure your toolholding, workholding, cutting tool and coolant are all optimal. If any of those are subpar, achieving the necessary tolerances will be difficult.
CTE: How would your advice differ depending on the depth of a hole?
DeLuca: This would mainly revolve around the holder selection. Obviously, we want the tools to perform as well as they possibly can, but you do not always need a Ferrari to get groceries. Some applications may warrant the use of special guided tools. But if they don't, the additional cost and lead time of special tooling provide little to no benefit on your shop's bottom line. After all, you are in business to make a profit.
CTE: Has anything changed in recent years, such as technological advancements, that has in turn changed your guidance?
DeLuca: Technology has allowed us to hold tolerances with a drill that were typically not achievable before—situations that used to require costly and tedious finishing processes to correct a deep hole. We manufacture special holders that—when paired with a presetter at the end user's facility—can minimize assembled runout to nearly zero, ensuring that the tool is at its optimal condition. This allows for beautifully straight holes, excellent surface finishes and improved tool life due to consistent forces on the tool.
CTE: Why should people be passionate about straightness and tight tolerances in their work?
DeLuca: Technology is advancing every day, requiring tolerances to get tighter and tighter. If you are unable to keep up with the demand, end users will have to find someone else willing and capable to supply their needs. The benefit to this, though, is that the improvements generally keep overall costs down by eliminating scrap, increasing tool life and reducing the amount of time a part has to sit on a machine—the largest capital asset in most facilities.



