A fluid choice: Drilling Performance
How water-miscible fluid and neat oil stack up when deep-hole drilling with high-pressure coolant.
When drilling a deep hole with high-pressure fluid, the correct pressure and volume for the cutting tool diameter is a key component, but more critical for successful holemaking in the process itself. That’s according to Tim Schneider, vice president of ATS Systems, with locations in Rancho Santa Margarita, California, and Sewickley, Pennsylvania. The company manufactures CoolJet high-pressure coolant delivery systems and distributes Masterall water-soluble, or water-miscible, metalworking fluids from Etna Products Inc. in Chagrin Falls, Ohio. “We know that brand works with high pressure.”
He recommends a two-step process, starting with the longest standard drill for the hole diameter being produced entering the workpiece at the highest feed rate as appropriate for the material and drill. That step is followed by using the deep-hole drill in which the high-pressure coolant is activated but rotation doesn’t begin until the drill tip enters the hole.
“What that does is it creates a hydrostatic bushing, so you don’t hit the margins on the drill and damage them,” Schneider said. “Then you can just go straight through that hole. There shouldn’t be any peck cycles required until you are at least 14, 15 times depth to diameter.”
Blaser Swisslube reports that the low viscosity of 8 mm2/sec. (8 centistokes) at 40° C (104° F) of its Blasomill GT 8 X coolant optimally cools and lubricates at high pressures. In addition to drilling, the fluid is suitable for turning, milling and tapping. Image courtesy of Blaser Swisslube
The point geometry of both drills must be the same, he added.
If a cross-hole is encountered, Schneider noted that the feed rate needs to be reduced by half because there is no longer a hydrostatic bushing, or pressure built into that hole from the drill, once the tool breaks through. In addition, continuing at the higher feed rate will damage the drill and shorten tool life.
Decision Time
High pressure, however, covers a range, with 20.7 to 206.8 bar (300 to 3,000 psi) frequently referenced. “Most cases, 70 bar is your best pressure all around,” Schneider said, indicating a pressure that is approximately 1,015 psi.
Although he said he frequently receives requests for higher pressure systems, the only times an increased pressure is needed is for certain applications in which it is beneficial to have more volume, such as when applying small-
diameter drills for Swiss-style machining. Not only are higher pressure systems more expensive than one that provides 70 bar of pressure, but they can be more dangerous to operate.
Schneider noted that one Tier 1 manufacturer requested a 3,000-psi system, but ATS performed a test cut and determined that chip formation and overall performance was better at 1,000 psi. “Most machine tool spindles and turrets can’t go over 70 bar anyway.”
A more recent request, he said, was for a 300-bar (4,351-psi) system. “I’m like, ‘I don’t know what you need that for, but we’ll see.’ A lot of times people will get a number out there and think that’s their magic bullet. I’ve had a number of occasions where I proved that 1,000 psi rules in most cases.”
The use of neat oil when deep-hole drilling presents a slightly different scenario.
While 1,000 psi is ideal and typical for water-miscible coolant, pressures up to 138 bar (2,000 psi) are commonly used for neat oil, said Brett Reynolds, senior application engineer, and certified metalworking fluids specialist (CMFS) for Blaser Swisslube Inc. The Goshen, New York-based company’s metalworking fluids include a host of water-miscible coolants and neat oils, as well as fully synthetic coolants. For example, Blaser offers neat oils with fast air release to reportedly provide optimal lubrication and heat dispensation of the tool/workpiece interface. Entrained air does not allow optimal lubrication, which leads to poor cutting performance and decreased tool life.
“We have developed two brand new neat oils, Blasomill GT 8 X and Blasomill GT 16 X, that are dedicated gundrill oils, and they’re really formulated to meet the demands that are being placed on these oils in today’s machine tool market,” Reynolds said.
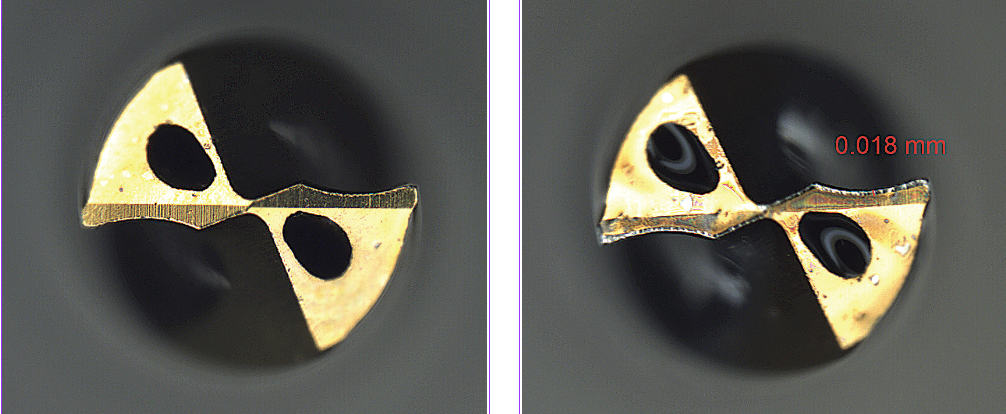
A new 1-mm drill (left) and tool wear of less than 20 µm after drilling 3,421 holes in stainless steel using Blasomill GT 8 X coolant. Image courtesy of Blaser Swisslube
In addition, the Blasomill GT 8 X is suitable for producing small holes with the addition of a high-pressure oil delivery system. Its fast air release properties and unique additivation package, provides effective heat dispensation and optimal lubricity at the cutting edge, Blaser Swisslube reports.
As with virtually every metalcutting decision, application is everything. There is a give and take with every fluid, he noted. Deep-hole drilling with oil requires additional effort to clean the parts after machining than when using water-miscible fluids, but the latter poses the risk of corrosion as well as poor cutting performance and decreased tool life if the coolant concentration is not maintained properly. Typical concentration ranges for water miscible coolants are usually from 10% to 15% to provide enhanced lubricity for deep-hole drilling.
“Straight oil is going to win every time from a lubricity standpoint and tool standpoint for the simple fact that it doesn’t rely on anybody to mix it,” Schneider said. “It has its viscosity, and it is what it is.”
Reynolds said: “Typically with water-miscible coolant, you can go quite a bit faster because of the cooling properties of water that they’re mixed with, versus a neat oil where you are limited. You can only go so fast until you start ‘smoking the oil’ and then you’ve pretty much reached the limit and should consider backing it off at least 5% at that point. If you continue to push the limits of the oil, you’re going to set the oil on fire, then you’ve really got a problem. This is why there is no ideal metalworking fluid for universal application developed yet. That’s always been the goal, but I don’t know if that will ever be achieved in my lifetime.”
In the Mix
A lot of the problems end users experience with water-miscible fluids is because they don’t mix them properly, according to Schneider. “There’s an acronym called OIL and what that means is oil in last. What a lot of people do is they’ll put the concentration in their mixing bucket, then they’ll put water in and that will create what’s called a reverse emulsion and cause foaming.”
Steven Lowery, executive vice president of oelheld U.S. Inc. in West Dundee, Illinois, offered the analogy of making chocolate milk with a syrup. If the syrup is poured before the milk, some of the syrup will likely remain on the bottom of the glass even after a thorough stirring. When milk is added first, it’s easier and quicker to evenly distribute the syrup throughout the drink. “That’s one of the downsides of water miscible is a lot of people don’t mix their products properly to create that tight water/oil bond of the molecules. We call it a loose, or sloppy, emulsion.”
In addition, many end users think they need an oil skimmer to remove way oil from the coolant. While this is true, much of the skimmed product is actually separated coolant concentration that’s floating to the top, he noted. “They mix it wrong and that’ll damage tool life and all the things in the facility and within the process.”
To tackle foaming, Lowery says oelheld formulates its oil and water-miscible products with ingredients to minimize or eliminate foam, with the option to treat tank side with defoamers. He added that a facility’s water hardness also impacts the amount of foam a fluid generates, where a very soft water has a higher propensity to foam compared to hard water. “We can induce artificial hardness to the water if it is too soft for the application.”

Philipp Marschall, a technician at Blaser Swisslube’s technical center, prepares a small drill for holemaking with the company’s Blasomill GT 8 X coolant. Image courtesy of Blaser Swisslube
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
February 2024




