After labor, cutting tools are the largest expense at a machine shop, and drilling is the most common machining operation. Therefore, creating efficient drilling operations is important to managing machining costs.
Three elements — cutting speed, stability and chip evacuation — result in a stable, robust drilling operation regardless of the material, machine or drill.
Obtaining optimum cutting speeds and feed rates is the foundation of efficient drilling. Cutting speed is also the most significant factor in drill life. As cutting speeds increase, so does the volume of heat produced in a drilling operation, and elevated temperatures cause faster tool wear.
Cutting speed is also the most influential factor in cycle times, which is why machinists and engineers usually look to increase the rotational speed and feed rate when productivity improvements are needed. One of the basic machining calculations is rpm × chip load = feed rate. So increasing the rpm or chip load yields a faster feed rate and shorter cycle time.

Stability is the second factor in efficient hole drilling. The most common stability problem is vibration, or chatter, which can occur for a few reasons. When a drill chatters, the cutting edge, or lip, can chip. A chipped drill creates more heat, which reduces life. In the worst situations, this causes a workpiece material to weld to the cutting edge. Chip welding prevents a drill from forming a chip. Instead of cutting, the drill rubs, and the axial loads eventually cause the drill to break. While all drills can chip, advanced drill materials, such as polycrystalline diamond and carbide, are more prone to this type of failure than high-speed steel and powder metals.
A drill point vibrating at the bottom of a hole is the most frequent chatter issue and usually results from incorrect cutting parameters or having the wrong edge and point geometry for a workpiece material. Other times, this can be caused by a toolholder and drill combination that lacks rigidity or when a drill protrudes too far from the toolholder.
Spot drilling is another way to induce chatter that damages high-performance drills. When the point angle of a spot drill does not match the angle of the drill, the point of the drill is left unsupported, resulting in chatter. Chatter can fracture the corners of the drill, preventing proper chip formation at the corners, which reduces drill life or causes catastrophic failure.
When everything works right, a drill forms small chips, and it is important to evacuate them from the hole or else chip packing and re-cutting can occur. Chip packing is when chips do not clear a hole and become packed in the flutes of the drill. The result is a poor-quality hole or a broken drill.
Re-cutting happens when a chip becomes trapped between the drill lip and the bottom of the hole. Ideally, the drill cuts the chip, and the pieces are evacuated. Worst case, the chip stays trapped. The drill then is unable to form new chips, stops advancing in the hole and breaks.
Obviously, effective chip evacuation improves tool life and productivity.
These things are important because efficiency is really a euphemism for cost. Shops want efficient drilling operations to improve profitability, and achieving the lowest cost per hole is how efficiency is measured.
We know that increasing cutting speed or chip load improves cycle time. However, faster holes are not always cost-effective ones. While spinning a drill faster can lower costs, it also can raise them if cycle time is the only cost aspect considered.
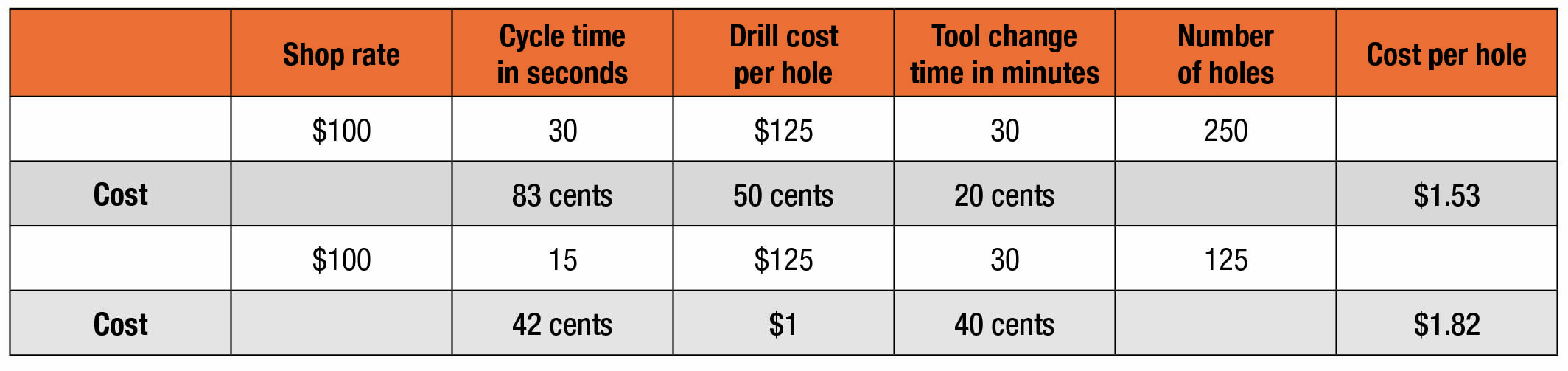
In the example in the table, if the shop rate is $100 per hour, the labor cost for a 30-second hole is 83 cents. If cutting speed is increased and the hole is drilled in 15 seconds, the labor decreases to 42 cents. The result is a lower cost per hole, right?
Maybe not. The true cost of a hole includes labor (cycle time), the cost of the drill and the time that it takes to change the drill divided by the number of holes that can be drilled.
Increasing the cutting speed usually reduces tool life and the number of holes that a drill can make before it needs to be changed. In the scenario in the table, drilling speed is increased, which delivers a better cycle time. However, drill life is decreased by half, and the cost per hole increases.
Of course, there are caveats with this example. Increasing the drill speed does not always reduce life. Sometimes a speed increase improves tool life. The relationship between drill life and cutting speed is rarely 1 to 1, so doubling speed may produce only a 30% decrease in life. We also are not factoring in the cost of resharpened drills, which reduces the average cost of a drill.
Developing efficient drilling operations requires reaching optimal cutting speeds while providing the best possible tool life so the lowest cost per hole is achieved. Each shop is different, so there is no ideal cost per hole. Other factors like delivery and line balance influence cycle time requirements, and a shop may opt to run drills faster and accept the added cost of tool wear as part of doing business.
The point is to make sure that the true cost per hole is understood when making decisions to increase cutting speeds, invest in new drill technology or develop a new manufacturing process.
Related Glossary Terms
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- cutting speed
cutting speed
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- lapping compound( powder)
lapping compound( powder)
Light, abrasive material used for finishing a surface.
- point angle
point angle
Included angle at the point of a twist drill or similar tool; for general-purpose tools, the point angle is typically 118°.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- toolholder
toolholder
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
Author

Christopher Tate is the owner of Tate Engineering, a Natchez, Mississippi, firm that helps manufacturers solve efficiency problems. Tate, who earned master's degree in industrial technology from Mississippi State University, has 32 years of experience in the metalworking industry.