Shop Operations: Consider a 4-jaw independent lathe chuck
In the August 2017 issue of Cutting Tool Engineering, Shop Operations Columnist Tom Lipton challenges readers to take a good look at the venerable 4-jaw independent lathe chuck. "Many machinists may have never used one. Hopefully, my call to arms will change that, and a whole new world of workholding will open up to them."
I would like to challenge readers to take a good look at the venerable 4-jaw independent lathe chuck. Many machinists may have never used one. Hopefully, my call to arms will change that, and a whole new world of workholding will open up to them.
In many of the shops where I’ve worked, the 4-jaw sat under the lathe, covered in chips and oil, patiently waiting for its turn on the machine. It watched while the 3-jaw or some other chuck held most of the work. Now, 3-jaw chucks have their place, but they really do only one job well: Allow the user to approximately and quickly center material.
So what’s the problem? “Approximately” is the problem. Anyone who has used a 3-jaw chuck to do precision work can attest to the lack of accurate centering that most deliver.
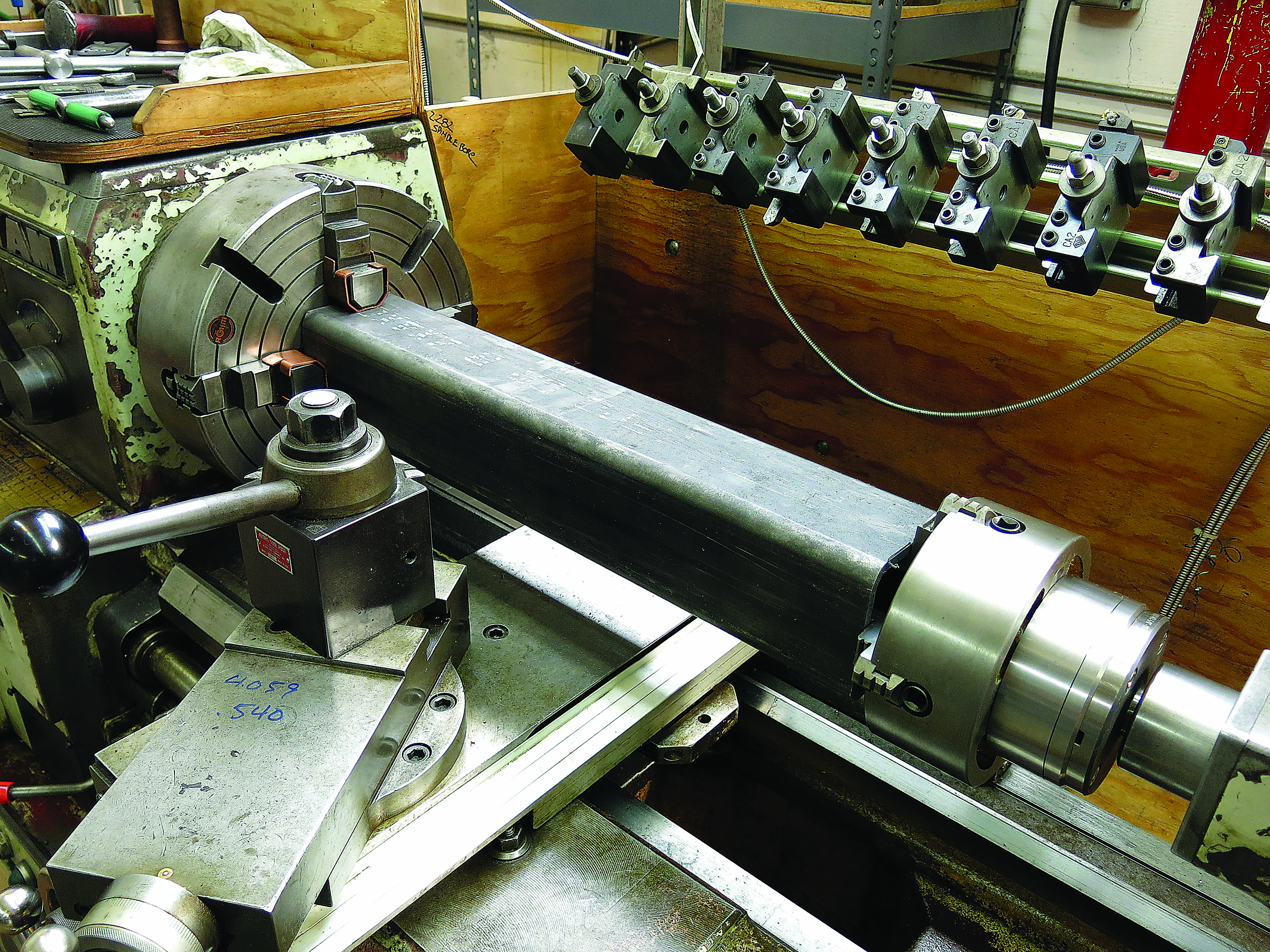
Figure 1. The tailstock-mounted 4-jaw is a great piece of tooling for holding tubular shapes where the outside surface of the tube is the reference datum surface. All images courtesy of T. Lipton.
If you want to step up your workholding game and do high-class work, take a fresh look at the 4-jaw independent chuck.
Some of its advantages are:
- superior accuracy, letting you indicate a part or feature as closely as you desire;
- holding odd- or irregularly shaped parts, including hexagons;
- holding square or rectangular parts;
- holding parts or features off the center of rotation;
- automatically compensating for chuck wear; and
- superior gripping pressure and part security. The screws of the 4-jaw act directly against the part instead of through the typical scroll common to 3- and 6-jaw chucks.
The big disadvantage of the 4-jaw is it’s slower for the inexperienced operator to get to the metal-removal part of the job. Thankfully, there is a simple cure. A little bit of practice with the 4-jaw chuck goes a long way toward improving the quality of your lathe work.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion