The benefits of minimum-quantity lubrication—which is suitable for many types of machine tools—are numerous
While flood coolants have traditionally been used almost exclusively in machining operations, the concept of minimum-quantity lubrication has been steadily gaining momentum during the last several years. MQL, also known as near-dry machining, replaces flood coolant with a minute amount of high-efficiency lubricant applied precisely to the cutting tool/workpiece interface. The process has proven effective for machining all nonferrous metals and most grades of steel.

All images: Unist
MQL uses precise fluid application coupled with a high-quality lubricant, such as in this step-drilling operation.
The most common lubricants for this process are biodegradable vegetable oil derivatives, which, because of their polarity, are known for their extensive friction-reducing properties. Unlike mineral-based and synthetic fluids, vegetable-based fluids are developed in the presence of oxygen, which causes them to organize and align better as they bond with the surface of metals, providing superior lubricity. These fluids, when properly applied, significantly reduce the friction and corresponding heat created when cut metal slides over the cutting tool before breaking off and becoming a chip. Reducing that friction not only extends tool life, but also eliminates the need for cooling the tool with flood coolant. Additionally, the amount of fluid used is often less than 8 oz. per shift, which is either consumed in the cut or remains as a light film on the part and chips.
The Benefits of MQL
The benefits of MQL are almost all a direct result of eliminating flood coolant, including:
• Significantly longer cutting tool life from reduced friction, ranging from 25 to 500 percent.
• Reduced production times due to the higher feed rates MQL allows. Depending on materials and processes, feeds can be 25 to 100 percent faster.
• Clean, nearly dry chips that require no post processing and generate high prices for recycling.
• No treating and replacing old or rancid coolant
• No disposal costs for old coolant
• No coolant skimmers required
• No coolant testing required
• Cleaner floors and a safer work area
• Clean finished parts with a light film of protective oil
• The entire process is environmentally friendly, i.e., there is no fluid to treat, recycle or dispose of. The fluid itself is 100% biodegradable, and is consumed in the process.
There are many ancillary costs associated with the use of flood coolants—typically 15 to 18 percent of the total manufacturing cost of machined parts. Switching to MQL can typically reduce that number to around 5 percent, while increasing tool life and feed rates (see items one and two above).

Clean, near-dry chips from MQL applications can yield higher prices for recycling than flood-coolant applications.
Because it is different than traditional cooling and lubricating methods, MQL has been slow to gain acceptance. Machine builders as well as machinists are accustomed to the way things have always been done. As a result, the initial markets to readily accept MQL were applications where flood coolant simply wasn’t feasible. Although this is changing somewhat, there are still industry reservations.
Circular Saws and Bandsaws
MQL has become commonplace in most sawing operations and has replaced flood coolant in many applications. This transition was prompted by the saws’ open design and their application in cutting tubes, structural shapes and extrusions with hollow profiles. Flood coolant, flowing over the saw blade, naturally migrates down the part being cut and onto the floor.
A simple MQL system can be easily retrofitted on almost any circular saw or bandsaw. These systems typically use one or two external nozzles, which spray into the gullet of the saw teeth prior to the cut. In many cases, special nozzles with multiple outlets made specifically for saw blades make the installation clean and effective. In the case of band saws, the MQL fluid serves double duty as a guide lubricant on the blade sides.

Sawing is an ideal application for MQL.
Although MQL is effective in most sawing applications, it is more common on larger saws because the cost to retrofit is small compared to the cost of the saws, and the production benefits are great. The average cost to retrofit is less than $2,000, and when blade cost, fluid cost and maintenance benefits are considered, the ROI can be as little as 2 months, depending on production volumes. Smaller saws, while still being able to benefit from MQL, are less commonly converted because of the comparatively higher cost of conversion.
Routers, Mills and Drills
CNC routers are also commonly equipped with MQL systems from the factory due to their open-bed design. Those that aren’t equipped with MQL by the builder are typically sold without any cutter lubrication system and are intended to run dry. These machines can easily be retrofitted in the field with a single-nozzle MQL system where the nozzle is mounted to the gantry and aimed down at the cutting edge periphery of the tool. Feed rates can be increased by up to 50 percent while the surface finish is simultaneously improved because of more consistent lubricity during the cut. Because cutters last two to four times longer using MQL, a significant amount of downtime for tool changes is eliminated as well.
MQL has been widely accepted and embraced by the aerospace industry on large gantry mills used to machine spars out of solid aluminum or titanium. Because the machines are so large, it is impossible to contain them for flood lubricant application. As a result, MQL has become the preferred lubrication method, with one or two external nozzles applying small amounts of lubricant. Vacuum systems typically evacuate the chips.
MQL has also proven its effectiveness in the operation of portable positive feed drills. These drills are commonly mounted in large fixtures to drill and ream holes during the assembly of aircraft spars and fuselages. The drills are typically equipped with through-coolant tools to direct fluid to the cutting edge. In the past, water-soluble coolants were used for this application until the effectiveness of MQL was discovered.
In these applications, a sensor determines when the air motor on the drill is started. When the motor starts, a metered mixture of air and oil is automatically delivered to the cutting tool through a coaxial hose with a fluid tube routed inside an air line. The air and fluid are mixed just before they enter the cutting tool. Consistent air pressure should be maintained throughout the cut so the fluid flow and chip evacuation remain constant. Systems like these have been used successfully not only in the aerospace industry but also in the shipbuilding industry for more than 20 years.
Tapping Machines
MQL is also effective in tapping. Because taps are buried in the workpiece when they’re cutting threads, they require a lubricant—not a coolant. For dedicated tapping machines, such as lead screw tappers, a special MQL system provides a single shot of fluid mixed with a small amount of compressed air to the tap just before the mixture enters the hole. These systems provide the same quantity of fluid to the tap during each cycle using a small nozzle aimed at the side of the tap near the tip. Multiple taps can be lubricated simultaneously or sequentially by applying a multiple-nozzle system and limit switches or a PLC.
CNC Turning Centers
Minimum-quantity lubrication can also be effective on CNC turning centers, but the ease of application depends on the design of the machine turret. The best way to supply MQL to turning centers is through the same fluid path to the turret typically used for flood coolant.
A single-outlet MQL system is typical but the oil is not mixed with the air until it is as close to the turret as physically possible. At this point, the oil is mixed with the air to create a mist that is carried through the turret passages. This mist can be directed to the tools externally through small stainless steel nozzles or internally through boring bars or modified toolholders.
When turning, the tool is submerged in the workpiece material for significant periods of time. As a result, it is often more effective to apply the lubricant to the backside of an insert where some of it will migrate to the cutting edge and some of it will adhere to the workpiece until it meets the cutter on the next revolution. Because chips fall away from the cutter/workpiece interface on turning centers, there is no need for coolant to help evacuate chips.
Vertical Machining Centers
Vertical machining centers pose one of the bigger challenges when converting to MQL because of the horizontal position of the workpiece, where chips tend to accumulate. There are two ways to apply the lubricant to the cutting tool on VMCs: internally through the spindle when using through-coolant tools, or externally with a nozzle when the tools are too small for oil holes or the machine is not equipped for through-the-spindle fluid application. The preferred method is through the spindle because it directs the fluid to the cutting edges while the air carrying the fluid effectively blows the chips from the cutting area so they are not recut.
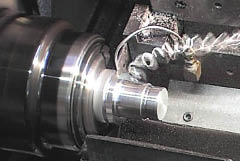
MQL being applied through the turret in a turning operation.
When external application is the only option, the effectiveness of MQL can be greatly improved by adding a separate blow-off nozzle to evacuate the chips. The blow-off nozzle is typically required when milling pockets where chips tend to accumulate and would otherwise be re-cut. Other operations, such as drilling and tapping, can usually be accomplished without using a chip blow-off nozzle. In the case of deep-hole drilling without a through-coolant drill, the effectiveness of the operation can be greatly improved by pecking the drill, which reapplies lubricant as it drills deeper. A programmed cycle to blow the chips off the entire workpiece can easily be integrated so the entire part is chip-free during unloading and subsequent reloading.
As environmental pressures grow, the benefits of minimum-quantity lubrication will become more apparent. The future of U.S. manufacturing depends on individuals with open minds who can prove to the world that American manufacturers are still the best and most innovative in the world. The change from flood coolant to MQL will not only make manufacturing operations leaner, but will also keep the world greener. CTE
About the Author: Chuck Boelkins is president of Unist Inc., Grand Rapids, Mich. He has a BS degree in Mechanical Engineering from Calvin College and has worked extensively in the field of lubrication technology for metal cutting and metal forming since 1993.
Related Glossary Terms
- bandsaw
bandsaw
Machine that utilizes an endless band, normally with serrated teeth, for cutoff or contour sawing. See saw, sawing machine.
- bandsaw blade ( band)
bandsaw blade ( band)
Endless band, normally with serrated teeth, that serves as the cutting tool for cutoff or contour band machines.
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- circular saw
circular saw
Cutoff machine utilizing a circular blade with serrated teeth. See saw, sawing machine.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- lubricity
lubricity
Measure of the relative efficiency with which a cutting fluid or lubricant reduces friction between surfaces.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- minimum-quantity lubrication
minimum-quantity lubrication
Use of cutting fluids of only a minute amount—typically at a flow rate of 50 to 500 ml/hr.—which is about three to four orders of magnitude lower than the amount commonly used in flood cooling. The concept addresses the issues of environmental intrusiveness and occupational hazards associated with the airborne cutting fluid particles on factory shop floors. The minimization of cutting fluid also saves lubricant costs and the cleaning cycle time for workpieces, tooling and machines. Sometimes referred to as “near-dry lubrication” or “microlubrication.”
- sawing
sawing
Machining operation in which a powered machine, usually equipped with a blade having milled or ground teeth, is used to part material (cutoff) or give it a new shape (contour bandsawing, band machining). Four basic types of sawing operations are: hacksawing (power or manual operation in which the blade moves back and forth through the work, cutting on one of the strokes); cold or circular sawing (a rotating, circular, toothed blade parts the material much as a workshop table saw or radial-arm saw cuts wood); bandsawing (a flexible, toothed blade rides on wheels under tension and is guided through the work); and abrasive sawing (abrasive points attached to a fiber or metal backing part stock, could be considered a grinding operation).
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
- tap
tap
Cylindrical tool that cuts internal threads and has flutes to remove chips and carry tapping fluid to the point of cut. Normally used on a drill press or tapping machine but also may be operated manually. See tapping.
- tapping
tapping
Machining operation in which a tap, with teeth on its periphery, cuts internal threads in a predrilled hole having a smaller diameter than the tap diameter. Threads are formed by a combined rotary and axial-relative motion between tap and workpiece. See tap.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.