It might seem counterintuitive that a cutting tool doesn’t need to be flooded with coolant to prevent it from overheating during a metalcutting operation, but minimum quantity lubrication has a long history of effectiveness.
“It’s difficult to break from the myth that more is better,” said PCA Products Inc.’s Don Yates. “If there was a better understanding that a minimal application of lubricant will get you more life in your tool and less cleanup, it would be worth someone taking a shot.”
Although his title is marketing manager at the Sevierville, Tennessee-based manufacturer of sliding screen doors, he said he also manages custom tool manufacturing and designs aluminum extrusions.
“I am kind of the IT department, the engineering department and the marketing department,” Yates said. “I wear a lot of hats.”
Presented here are the MQL applications at a couple of U.S. manufacturers and a look at what the technology offers.
Put Down the Bottle
PCA Products is a family-owned company that started producing screen doors with heavy aluminum frames 35 years ago in Florida, where it still does some light manufacturing in Punta Gorda.
“We do our own proprietary extrusion designs, and we powder-coat instead of wet-paint,” Yates said. “From the standpoint of durability and longevity, it’s a great combination. It makes them last much longer, even in a heavy salt environment like the Florida coast.”

Elite Trailer Manufacturing machines aluminum using MQL. Image courtesy of Elite Trailer Manufacturing
The company began its MQL journey 15 years ago when it installed an MQL applicator from Unist Inc. in Grand Rapids, Michigan, on a double-miter saw. At the time, machine operators manually sprayed lubricant on a tool using a spray bottle prior to cutting, he said. However, shielding around the saw prevented that approach, so PCA Products tested a couple of MQL systems and selected the one from Unist because it applied the least amount of lubricant.
Bottle spraying continued for the other machining operations, but the process was far from ideal. Yates said manual spraying deposits an inconsistent amount of lubricant on a tool, and any excess remaining on the tool causes chips to stick to it, making the cleaning process difficult and time-consuming.
“There is no portion control when it comes to a spray bottle,” he said.
In addition, Yates said Occupational Safety and Health Administration regulations require that bottles of chemicals, such as metalcutting lubricants, be labeled properly with warnings and other information, but labels don’t tend to adhere well to a bottle with lubricant on its surface.
“You can hardly keep a sticker on it,” he said.
Another consideration was cleaning, which Yates said is a three-stage dip process involving cleaning, rinsing and sealing before powder coating. Reducing the amount of coolant left on parts would reduce the requirements of time and money to maintain each of the three 3,028-L (800-gal.) tanks.
“Every time we dump a tank,” he said, “$200 in chemicals goes in the tank.”
To keep up with demand, Yates said PCA Products added a couple of product lines over the past several years in which aluminum is powder-coated prior to cutting and assembly.
“You need to keep lubrication to an absolute minimum,” he said, “or you are transferring it to all your materials, and you are spending more time cleaning the doors. As we evolved in our production, the need for MQL became more apparent.”
Yates said PCA Products has stayed busy during the pandemic. As with toilet paper, demand is strong for screen doors when people spend more time at home, he quipped. The company expected to process more than 317,515 kg (700,000 lbs.) of 6063 and 6065 aluminum alloys in 2020.
About four years ago, PCA Products started to build computer-controlled cutting tools and added Unist applicators that could be triggered from a programmable logic controller or from software, he said. In addition, the company put MQL systems on equipment that it initially didn’t consider suitable for a Unist oiler, such as two- and six-gang drill heads, chop saws, flywheel presses and a pneumatic punch. When equipment is oiled manually, PCA Products has developed methods to prompt the Unist oiler.
“If we are using a pneumatic tool or a chop saw that only has air to it but no power,” Yates said, “we will use a pneumatic roller switch and just trigger the Unist (oiler) from the pneumatic trigger.”
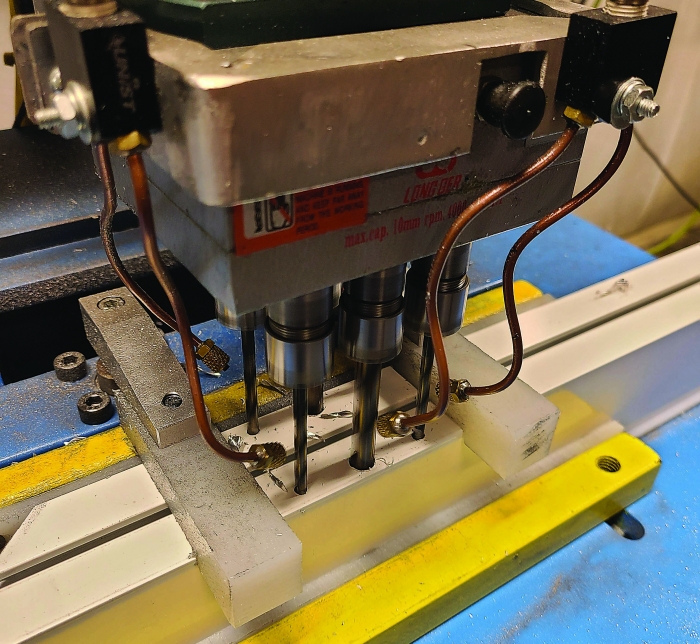
The six-gang drill at PCA Products is equipped with a Unist MQL system with three pumps that are PLC-triggered to three split nozzles. Image courtesy of PCA Products
He said when PCA Products first used MQL on its double-miter saw, it applied lubricants that were designed for cutting steel and aluminum and weren’t from Unist.
“They were so thick,” Yates said. “We were seeing them all over everything.”
He said after the company expanded its use of MQL, it switched to a Unist Coolube lubricant designed for the aluminum alloys that PCA Products processes.
According to Unist, Coolube’s polar molecules have opposing charges at each end that cause the molecules to align and create strong bonds, providing a thin, low-friction barrier between a cutting tool and a workpiece.
Yates said PCA Products uses the same base MQL applicator with usually either a single-pump oil unit or a dual pump for machines with multiple nozzles.
“We use a triple pump on the six-gang drill to get all six nozzles lubricated,” he said. “We use split nozzles on the drills, drill presses and punches. It allows us to get two nozzles out of a single pump.”
With MQL, a tool remains dry enough to blow chips off it with an air hose, Yates said. In addition, tool life nearly has doubled compared with manual spraying, depending on the application. For example, a drill on a six-gang drill unit now produces 2,000 to 3,000 holes before needing replacement.
He estimates that the company also has seen a cycle time reduction of at least 10% because of increased repeatability and the elimination of the need for an operator to take time to spray a tool and pause an operation to refill a bottle.
Yates pointed out that although the MQL systems adequately apply lubricant to a cutting tool, the lubricant isn’t deposited throughout a machine. That focused application caused an issue at PCA Products’ Florida facility, where the humidity level is high most of the year.
“If you leave a tool out overnight,” he said, “it will be rusted in the morning.”
A chop saw, for example, developed surface rust on its deck after the company switched from bottle spraying to MQL, because lubricant no longer was being dispersed over the saw deck, Yates said. The solution was to wipe the surface with oil once a month.
With the change to MQL, instead of constantly purchasing 18.9-L (5-gal.) buckets of lubricant, which he said were scattered throughout its facility, PCA Products buys boxes of four 3.8-L (1-gal.) bottles of Coolube.
“The last time we went to order Coolube,” Yates said, “we had to go back to find out when we ordered it previously, because it had been so long.”
Formulation Matters
From its history of using such systems, Elite Trailer Manufacturing LLC understood the advantages of MQL but found that applying a minimal amount of cutting fluid can hurt productivity if the formulation of fluid isn’t correct. The Oklahoma City-based manufacturer of custom aluminum trailers, such as for transporting livestock, horses and race cars, applies MQL on its two CNC milling machines and two CNC sawing machines, including a double-miter saw, said Maintenance Supervisor Chuck Lindsay.
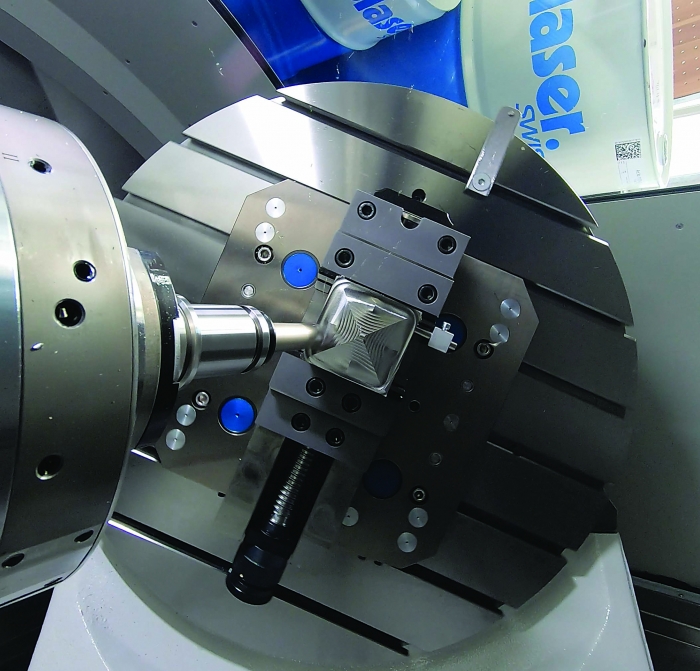
Blaser Swisslube offers Vascomill lubricants for a variety of MQL machining operations, including milling. Image courtesy of Blaser Swisslube
The primary workpiece material is 6061 aluminum, and Elite Trailer Manufacturing also machines steel to produce axles.
Lindsay said the previous coolant was “literally eating” the outer jackets on all the cables that were exposed to the coolant and causing air lines to become brittle and snap. As a result, the machines were down for repairs about 15% to 20% of the time.
In addition, he said the coolant became sticky when it dried, which caused chips to adhere to machine and part surfaces and required machine operators to spend about 20 minutes at the end of each shift cleaning the machines and surrounding work areas.
“Our owner believes in cleanliness, and we’re willing to pay people to do the cleaning,” Lindsay said. “This is the cleanest place that I have worked in.”
Although the coolant “wouldn’t eat you alive,” he said some operators complained that it resulted in a rash if it wasn’t cleaned from skin in a timely manner.
Lindsay said Elite Trailer Manufacturing tried to work with the coolant manufacturer to find a solution, but that approach didn’t help.
“They pretty much swore up and down that their coolant wasn’t doing it,” he said.
Lindsay said his company began researching for an alternative and received recommendations from other manufacturers about MQL products from Blaser Swisslube Inc. After Elite Trailer Manufacturing contacted the Goshen, New York-based company, Kent Ayers, area manager at Blaser Swisslube, brought coolant samples. Elite Trailer Manufacturing conducted tests for two weeks to make sure the coolant didn’t cause mechanical problems or contaminate parts, which go directly from machining to welding with minimal cleaning.
Elite Trailer Manufacturing selected Blaser Swisslube’s Vascomill MMS SE2, an ester oil-based lubricant.
“As soon as we started running that in the machines,” Lindsay said, “there was no further damage to any of the wiring — or anything at all.”
In addition, he said the lubricant doesn’t dry sticky, so operators can clean machines while they run rather than wait until the end of a shift. Also, the fluid residue doesn’t irritate skin.
“You wash your hands with soap and water,” Lindsay said, “and it’s gone.”
Cost savings resulted from the switch as well. Besides Blaser Swisslube’s lubricant having a lower initial cost, he said Elite Trailer Manufacturing consumes about 20% to 25% less fluid.
Determining the appropriate amount of lubricant to apply is fairly straightforward.
“If there is not enough lubricant on there, the part starts vibrating,” Lindsay said. “You can hear the difference when cutting.”
However, applying too much lubricant is wasteful and may reduce cutting effectiveness. He said Elite Trailer Manufacturing had to educate one operator about MQL.
“He thought that more is always better,” Lindsay said. “We had to work with him to change his mindset on it and prove to him that you don’t need to have the machine flooded all the time to cut good parts.”
Similar to PCA Products, the pandemic hasn’t hurt sales for Elite Trailer Manufacturing.
“We had a dip,” Lindsay said, “but for some reason, lately we have just shot up and are getting orders left and right for trailers.”
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- aluminum alloys
aluminum alloys
Aluminum containing specified quantities of alloying elements added to obtain the necessary mechanical and physical properties. Aluminum alloys are divided into two categories: wrought compositions and casting compositions. Some compositions may contain up to 10 alloying elements, but only one or two are the main alloying elements, such as copper, manganese, silicon, magnesium, zinc or tin.
- chuck
chuck
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting fluid
cutting fluid
Liquid used to improve workpiece machinability, enhance tool life, flush out chips and machining debris, and cool the workpiece and tool. Three basic types are: straight oils; soluble oils, which emulsify in water; and synthetic fluids, which are water-based chemical solutions having no oil. See coolant; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- extrusion
extrusion
Conversion of an ingot or billet into lengths of uniform cross section by forcing metal to flow plastically through a die orifice.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- lapping compound( powder)
lapping compound( powder)
Light, abrasive material used for finishing a surface.
- metalcutting ( material cutting)
metalcutting ( material cutting)
Any machining process used to part metal or other material or give a workpiece a new configuration. Conventionally applies to machining operations in which a cutting tool mechanically removes material in the form of chips; applies to any process in which metal or material is removed to create new shapes. See metalforming.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- sawing
sawing
Machining operation in which a powered machine, usually equipped with a blade having milled or ground teeth, is used to part material (cutoff) or give it a new shape (contour bandsawing, band machining). Four basic types of sawing operations are: hacksawing (power or manual operation in which the blade moves back and forth through the work, cutting on one of the strokes); cold or circular sawing (a rotating, circular, toothed blade parts the material much as a workshop table saw or radial-arm saw cuts wood); bandsawing (a flexible, toothed blade rides on wheels under tension and is guided through the work); and abrasive sawing (abrasive points attached to a fiber or metal backing part stock, could be considered a grinding operation).
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Contributors
Elite Trailer Manufacturing LLC
405-745-5757
https://elitetrailers.com
PCA Products Inc.
800-567-8897
www.pcaproducts.com
