Managing chips doesn’t have to be hard work
Chips ahoy: Move, shred or pack them -- moving chips doesn't have to be hard work.
My first shop job was shoveling brass chips from the tail end of an Acme Gridley screw machine. Each afternoon I went home with my pants reeking of sulfur-based oil, my legs covered in rashes and my 16-year old back afire from hauling 55-gal. drums of oily swarf. I lasted 2 weeks.
Of course, that wasn’t the last time I shoveled out a chip pan. In a machine shop, dealing with chips is part of the job. But chip management shouldn’t mean oily clothes, skin rashes and cut fingers. Manufacturers of material handling equipment offer many different solutions to tame pesky chips, preserve the environment and improve profitability.
Magnetic Personality
There are many reasons to invest in a chip management system. The first is uptime. Every minute an operator spends with a shovel in his hand is a minute he isn’t checking tools or loading parts. The first line of defense in this case is a scrap conveyor, which removes machining waste from a machine tool to a drum or wheeled bin for transport, while giving the shovel an early retirement.
Don Suderman, material handling product manager for Bunting Magnetics Co., Newton, Kan., said scrap conveyors aren’t optional. “Unless you need the exercise or have the extra manpower, there are easier and more economical ways of handling scrap steel than moving it with a shovel.”
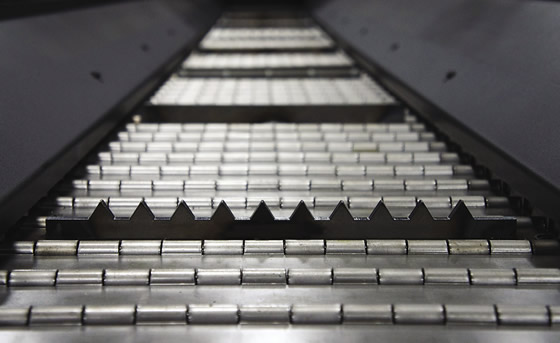
The sawtooth edge on a hinged-belt conveyor helps grab stringy chips and pull them out of a machine. Image courtesy Hennig.
For shops that primarily machine ferrous materials, magnetic conveyors are commonly method of chip disposal. They use a series of rare earth or ceramic magnets mounted beneath a stainless steel conveyor belt to pull scrap up an incline. At the top, the magnets retract to release the scrap, which falls into a waste bin or another conveyor system.
Suderman said magnetic conveyors have no external moving parts, making them relatively jam-proof. By running the conveyor at a low speed, much of the cutting fluid that would otherwise be carried with the chips drains back into the machine. A basic system starts at around $10,000.
But why bother? Scrap steel and iron isn’t worth very much—a pound of clean, dry chips fetches only 35 to 65 cents from a dealer. But in today’s green world, keeping waste out of the landfill is important. According to the American Iron and Steel Institute, steel is the world ‘s most recycled material and suffers no degradation with repeated processing.
Hinged for Success
Machine protection provider Hennig Inc., Machesney Park, Ill., also makes and sells conveyors. Scott Cooley, chip conveyor and filtration system business manager, said the company offers several flavors, including magnetic conveyors, scraper-type conveyors for cast iron, bronze and brass machining, and general-purpose, hinge-style ones. Of these, hinged conveyors account for 90 percent of Hennig’s conveyor sales.
“Job shops might cut Inconel one day, brass or aluminum the next,” Cooley said. “In this situation, a hinged conveyor works best. It can handle long, stringy chips from stainless steel machining, very fine chips from cast iron machining and anything in between.”

A MagSlide conveyor can carry more than chips. In this application, fasteners are removed from a cold heading machine. Image courtesy Bunting Magnetics.
As the name implies, hinged conveyors use a cleated steel belt that looks like the tread on a battle tank to grab chips and carry them out of the machining area. Like a tank, the belt is rugged and handles heavy loads.
Conveyors can be equipped to do more than move chips. Small metal fines can plug high-pressure coolant systems and damage pumps, while tramp oil eventually turns even the most pristine machine sump into a swampy mess. To combat these problems, Cooley recommends a chip disc-filtration system, an integrated hinged or scraper belt conveyor that includes disc-style permanent media filters, high- and low-pressure pumps and an inline oil skimmer. System cost ranges from $15,000 to $35,000, depending on the configuration.
Spinning Wheel
That may seem like a lot of money, but without clean cutting fluid, tool life and part quality suffer. Mike Hook, responsible for North American sales at chip and fluid management systems manufacturer PRAB Inc., Kalamazoo, Mich., said the cutting fluid aspect of chip management is frequently overlooked. “Before you send a dumpster full of wet or oily chips down the road, consider the cost of those cutting fluids, as well as the environmental impact of not recycling them.”
This is especially true with cutting oils, which can run $20 or more per gallon—10 to 20 times the cost of water-soluble cutting fluids. For heavy users of cutting oil, such as Swiss-style CNC shops and screw machine houses, this can mean big bucks. Recycling a ton of brass chips contaminated with just 5 percent by weight of oil could mean a loss of $5,000. Likewise, shops that generate a dumpster’s worth of aluminum chips each week may lose comparable amounts of money in water-based cutting fluid.

A hinged chip conveyor from Hennig. Image courtesy Hennig.
One solution is spinning. Centrifuges are the metal equivalent of heavy-duty salad spinners; they quickly turn wet chips into dry ones. Some shops keep it simple: Fill the chip carts on a regular schedule, pull them to a central processing system, dump them in the hopper and push the button. “There’s some manual labor involved, but it’s minimal,” Hook said. The alternative is an automated system that conveys the chips to the processing unit. Depending on the shop, this can cost $100,000 to $1 million or more.
While costly, payback for a shop with a few dozen machines running 24/7 can be relatively quick—6 months—or much longer—up to 6 years—depending on the materials being recovered, the volumes and the initial investment. The payback comes from significantly reducing coolant loss and generating clean, dry chips that bring a premium price.
“If you look at what chip management costs in terms of labor and downtime, it doesn ‘t take long to justify some automation,” Hook said. “Every minute spent manually cleaning a chip tank or wrangling chips into a scrap bin costs money. Also, the cost of fluid handling can quickly add up. That’s why it’s important to select a chip management system that not only dries the chips but recovers and recycles cutting fluids to like-new condition.”

A PRAB shredder and wringer combination unit reduces bushy wads of metal and separates fluids.
It’s much easier to design a shop for an automated scrap handling system than it is to retrofit one. Trough-style conveyors are an effective way to transport chips for processing, but may require extensive concrete cutting and remodeling. And environmental concerns over leaks and groundwater contamination are making some companies look towards the ceiling, with overhead conveyors, rather than down at the floor for chip management. “In-floor systems seem to be getting fewer and farther between,” said Ed Zeitz, sales engineer at Mayfran International Inc., Cleveland.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion