Italy-based Samputensili S.p.A. unveiled a machine that eliminates the need for cutting oils when manufacturing gears, thereby reducing grinding costs.
During grinding, oil-based lubricants cool the workpiece, as well as reduce friction and help evacuate chips. On the downside, however, oil use accounts for a significant amount of a grinding operation’s total cost. Expensive equipment is required to supply, chill, catch and wash away oil in grinding processes. In addition, Samputensili estimates that oil-treatment equipment accounts for 75 percent of the energy consumed by a grinding machine.
Samputensili’s SG 160 Sky Grind, available from Star SU LLC, features two spindles, one for skive-hobbing and the other for grinding. With the first pass, the SG 160 removes 90 percent of the required material using its skive-hobbing tool, which does not heat the workpiece too much, explained Enrico Landi, division director of Samputensili Machine Tools.
Skive-hobbing, the hobbing of hardened gears with carbide tools, can be done without oil even in mass-production applications. But, according to Samputensili, the process has never successfully produced transmission gears, so grinding must be used for finishing.

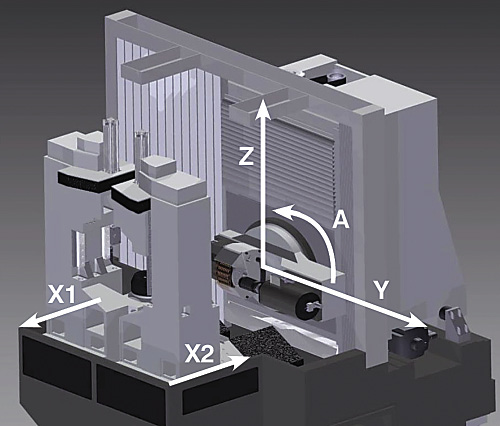
The SG 160 splits the X-axis of traditional machines into two linear slides (X1, X2), each of which supports one workpiece spindle. This allows both work spindles to be under full positioning control at all times. Driven by high-dynamic, 30-m/sec. linear motors, simultaneous repositioning of tools reportedly can be accomplished in less than 2 seconds. Image courtesy Star SU.
Samputensili’s idea was to produce a machine that offers the material-removal rate of dry skive-hobbing along with the geometric accuracy and surface quality of dry finish-grinding for the mass production of automotive gears. During the second, or finishing, pass, the SG 160’s grinding wheel removes the remaining material without overheating the workpiece. This provides a totally dry manufacturing process that requires no oil-related auxiliary equipment.
In addition, the SG 160 is faster than conventional dual-table grinding machines, Samputensili claims, and its cycle times for finishing gears meet automotive industry requirements. Also, the machine can shorten nonproductive part-changing times to less than 2 seconds, according to the company.
By partnering with major automotive companies in the development of the technology, Samputensili said it has already proven that the SG 160 will work as planned. The company indicated that annual savings in manufacturing planetary gears could be more than $54,000 per machine, compared to production involving conventional wet grinding.
For more information about Star SU LLC, Hoffman Estates, Ill., visit www.star-su.com or call (847) 649-1450.
Related Glossary Terms
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
Author

William Leventon is a contributing editor to Cutting Tool Engineering magazine. Contact him by phone at 609-920-3335 or via email at [email protected].