Dear Doc: I cylindrical-traverse-grind rolls and am getting spiral marks on the workpiece. I checked the alignment of the wheel/workpiece axes, and they seem OK. Could there be another reason for the marks?
The Doc Replies: First, let’s clarify spiral marks. What people refer to as spiral marks can be caused by dressing too fast, intermittent contact between the dresser and wheel or self-excited chatter with a phase shift, just to name a few reasons. When cylindrical traverse grinding, the most common type of spiral marks is what I call barber pole helix lines. Here, a single helix circles the workpiece, with a fixed pitch (see figure). In addition to misalignment between the wheel and workpiece, another cause of barber pole lines is temperature-induced diamond tool growth as the diamond traverses the wheel.
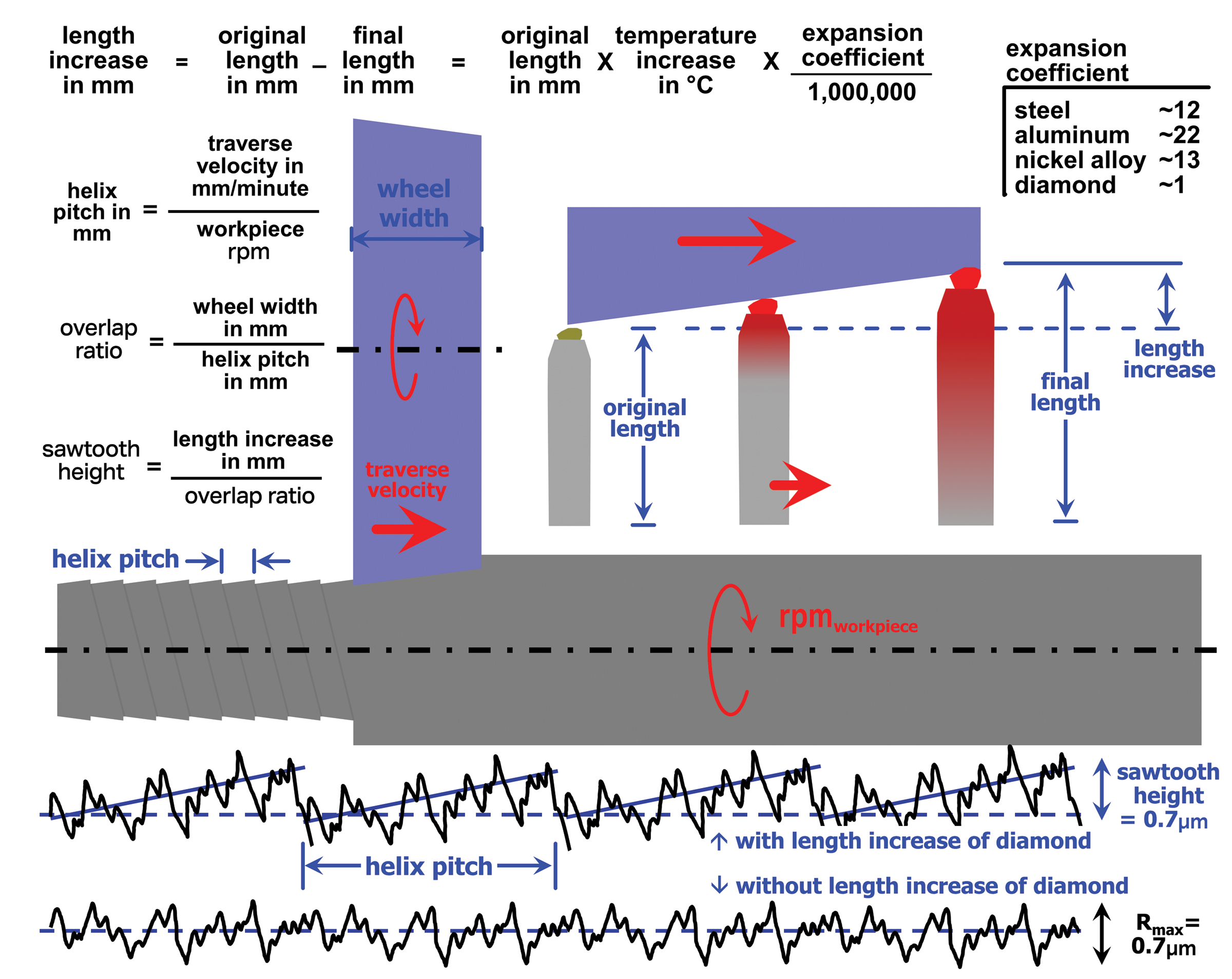
Dressing generates heat, some of which goes into the dresser. Let’s say that from the beginning to the end of the dress, the overall bulk temperature of a 25mm-long, single-point, steel shaft dressing tool increases 10° C. During dressing, the tool shaft will increase in length by 3µm. The equation is 25 × 10 × 12 ÷ 1,000,000 = 0.003mm, where 0.000012, or 12 × 10-6, is the material’s expansion coefficient. That may not seem like much, but it might be enough to cause visible barber pole marks on a workpiece, especially because that sharp corner on the wheel digs into the workpiece.
In addition, if we consider that a half-carat, single-point diamond has a diameter of around 4mm and that diamond heats up 100° C during dressing, that’s 4 × 100 × 1 ÷ 1,000,000 = 0.0004mm = 0.4µm, and we have to add that to the length increase.
The solution is to keep a high-pressure stream of coolant on the diamond during dressing. You also can dress the sharp edge from the wheel. This approach is cheating because it doesn’t address the root cause, but it does work pretty well.
The equation for thermal expansion can be used in lots of applications. What happens to a 300mm-dia., aluminum-hub wheel if it heats up by 5° C? It’ll grow about 0.033mm (300 × 5 × 22 ÷ 1,000,000). And perhaps it will make holding size more difficult. What happens to a 50mm-dia., nickel alloy workpiece when it heats up during grinding by 15° C? It’ll grow about 0.010mm (50 × 15 × 13 ÷ 1,000,000). Then, after grinding and cooling to room temperature, the workpiece will be undersized by about 0.010mm. What if the 200mm-high steel column where a spindle on a machine is mounted heats up during the day by 5° C? The size variation will be 0.012mm (200 × 5 × 12 ÷ 1,000,000).
You get the idea. Keep in mind that this formula isn’t exact. Geometry has an effect, and the thermal expansion coefficient varies for different grades of steel and even with temperature itself. But the formula will put you in the ballpark to see the effect of temperature.
Related Glossary Terms
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- pitch
pitch
1. On a saw blade, the number of teeth per inch. 2. In threading, the number of threads per inch.
Author

Jeffrey A. Badger, Ph.D., is an independent grinding expert. He will be giving his 3-day High Intensity Grinding Course from Sept. 26-28 in Columbia, S.C., hosted by S.L. Munson. Visit www.thegrindingdoc.com for details. He can be reached by phone at 512-934-1857 or via email at [email protected].