Coolant foaming during metalcutting can be a messy headache. But with a little detective work, this bubbly problem may be understood and controlled.
Although industry professionals concur that a bit of coolant foam is expected and technically not an issue, excessive foaming can increase downtime, lengthen cycle times, cause more part rejections and increase coolant consumption. Foam doesn’t cool a part or effectively lubricate a tool, and foam might float chips and fines that could be sucked into pumps and clog them. Foam also contributes to chemical odor and mist problems.
Foam may consist of large, unstable bubbles that break, dissipate quickly and cause little concern or smaller bubbles that do not break as readily and could coalesce to create a “blanket” that entrains coolant, according to a technical bulletin about foam control from Cincinnati-based metalworking fluid manufacturer Cimcool Fluid Technology LLC.
Creamy Cleaner
“If you get a lot of entrained air or too much foam, then you will start to deliver the foam through the coolant delivery system onto the tool,” said Doug Fecher, senior applications engineer for MWF manufacturer Blaser Swisslube Inc., Goshen, New York. “Now you are not just cutting with a coolant but cutting with coolant and air, and that can wreak havoc on tool life.”
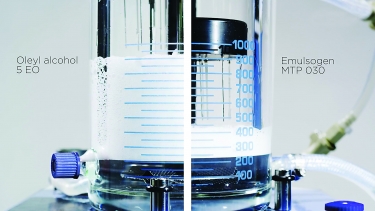
The Emulsogen MTP line of multifunctional additives enables formulators to select the right product for each requirement. Image courtes of Clariant
Foam becomes problematic when it thickens and has the consistency of shaving cream. This type of foam builds up until it overflows from a coolant sump onto a floor.
“You have a safety hazard where people can slip,” Fecher said. “Not to mention you then have a very expensive floor cleaner.”
He helps customers select or formulate the most appropriate MWF for an application and solve problems, such as excessive foaming. Blaser Swisslube introduced Synergy 735, a clear, environmentally friendly coolant that works even in challenging high-pressure applications where pressure can reach 138 bar (2,000 psi).
“Investigating foaming problems can be a challenge,” Fecher said. “The hardest and most rewarding part of the detective part of the job is solving a problem when there are so many variables. Often, one solution doesn’t fit all the situations, although intuitively it may seem like it does.”
Another coolant specialist is James Stephens, business line manager for industrial lubricants at Clariant Corp., Charlotte, North Carolina. Clariant supplies additives, and its main customers are formulators. The company has a line of Emulsogen MTP low-foaming emulsifiers. MWFs typically either can have an effective emulsifier or be a low-foaming product, but Clariant has developed chemistry in the Emulsogen MTP line that allows the company to vary the emulsification — that is, the hydrophilic-lipophilic balance value. The line began with MTP 070 and ranges from 020 to 090. The lower the hydrophilic-lipophilic balance value is, the lower the emulsification and foam formation are. A higher value means more foam but better emulsification.
He said additional foaming challenges occur as manufacturers focus on increasing efficiency and production speeds. Increased speeds increase agitation, and that motion creates foam. A high-volume system can operate at 757 L/min. (200 gpm), turning over a 379-L (100-gal.) sump in 30 seconds.
“With all this moving, shaking and spraying,” Stephens said, “excessive foam is almost guaranteed,”
To help customers select the appropriate MWF, suppliers often have to investigate the complete production process from equipment to water treatment.
“We look at the entire operation, the material being machined, the types of machines in use, the water quality when working with water-miscible products and what the customer is looking for,” Fecher said, “because there (are) always trade-offs in trying to select the right products for a location.”
An additional leader in the MWF field is Houston-based Total Specialties USA Inc., which developed an online service to help this decision-making process.
“We have a product application optimizer that anyone can access through our website,” said Metalworking Manager Rob Tomlinson. “This self-service portal will help you select the right product to meet your metal removal needs and give you one or two specialized products to choose from.”

This pictogram shows different hazards that workers may face, such as skin and eye irritation. MWF suppliers continue to develop products that overcome these hazards. Image courtesy of Occupational Safety and Health Administration
Potential Issues
The list of potential reasons for foaming is long. A few possible causes outlined by the Occupational Safety and Health Administration in Metalworking Fluids: Safety and Health Best Practices Manual include soft water, fluids that are too highly concentrated and those contaminated by cleaners. In addition, there might be an imbalance in the fluid surfactants, or the company could have an undersized coolant system, excessive flow rates or fluid that doesn’t rest long enough to allow air to escape. Also, the level of cutting fluid in the reservoir may be low, causing air to be drawn into the pump.
Fecher said foaming problems typically are categorized either as chemical, such as a coolant concentration that’s too high or tramp oil in the coolant, or mechanical, such as operating at an incorrect pump pressure. Furthermore, some MWFs foam more than others. A fluid supplier should recommend a product that minimizes foaming if it is a concern.
While there are a number of reasons for excessive foam, he said the biggest influence on foam is the level of water hardness, which is the result of magnesium and calcium levels. Soft water tends to foam and contains low concentrations of ions. Also, soft water is particularly low in calcium and magnesium ions. Hard water can have its ups and downs as well.
“The magnesium we don’t have any use for,” Fecher said. “It is just a dissolved ion in the water. The calcium, however, we have a love-hate relationship with. We love it because the calcium will react with emulsifiers that are in the formulation to form calcium crystal, and it is the sharp edges of that calcium crystal that actually pop the bubbles of the foam. So they aid in keeping the foam down. The hate portion of that is when you have too much calcium in the water, it can react with most emulsifiers and render the emulsifier ineffective. Then, what would happen is what they call salt-out where the water will come out of the water phase.”
These ions then can begin to concentrate in the pump and eventually cause problems.
The temperature of the water-coolant mix also may play a role in foaming, Fecher said. The hotter the water is, the greater the tendency is to foam. If coolants are above 32° C (90° F) as a machine runs, some ingredients in coolants will degrade prematurely and create excessive foam.

Foam is removed from a metalworking operation. Image courtesy of Blaser Swisslube
Mechanical Causes
Then there are the problems that stem from mechanical issues, such as a low coolant level in a sump reservoir that might cause the sump pump to suck in air and very little fluid. Having enough real estate in the sump is key. It normally needs to be about five to 10 times the size of the gpm rating of the pump. That is ideal, so there is a trade-off with that too, Fecher said.
“You can only make a machine so big,” he said, “but sometimes the machine sump gets overlooked as far as its influence on foaming characteristics of the metalworking fluid.”
High-pressure delivery systems also can be problematic.
“It is typically more about the length of time the high pressure is on as opposed to how high the pressure is,” Fecher said. “Because it doesn’t give the air time to settle out of the coolant, it doesn’t give the foam time to settle down.”
An additional mechanical issue might be laminar flow of coolant, he said. Coolant should flow in as straight a line as possible, but sometimes plumbing causes foaming issues.
“If you have two 90° elbows in close proximity to each other to change direction, those can cause turbulence, and the turbulence causes foam,” Fecher said. “It is always more difficult to solve a foaming issue if somebody has to turn a wrench. We want to be able to use an additive or something like that, but when you look at a long-term solution, sometimes you are going to have to do a mechanical fix.”
Health and Environment
While foaming can challenge production, it also can cause health and environmental issues. End users are looking for coolants that are “greener” and safer for workers. Some MWF manufacturers are moving toward label-free products, many of which are low foaming as well.
Emulsogen MTP products do not have hazard labels. In other words, the products carry no warnings about skin or eye irritants and are not toxic to aquatic life. Moreover, the products are biodegradable. They were given Clariant’s EcoTain classification for sustainability and performance excellence.
“Our customers and our customers’ customers are more and more requiring label-free types of products, and that means that on the safety data sheet, the lack or absence of pictograms representing different types of hazards,” Stephens said. “And these products don’t carry any of those hazardous warning labels or pictograms anywhere around the world.”
Tomlinson said Total Specialties USA’s customers desire healthier, more environmentally responsible formulations. The company offers Folia biopolymer fluid, which is plant-based, biodegradable and made from a renewable raw material.
“Our Folia biopolymer is a bio-based, water-miscible coolant that is safe on all metals with no pictograms, no biocides, chlorine or hazardous constituents,” he said.
Contact Details

Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- cutting fluid
cutting fluid
Liquid used to improve workpiece machinability, enhance tool life, flush out chips and machining debris, and cool the workpiece and tool. Three basic types are: straight oils; soluble oils, which emulsify in water; and synthetic fluids, which are water-based chemical solutions having no oil. See coolant; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- metalcutting ( material cutting)
metalcutting ( material cutting)
Any machining process used to part metal or other material or give a workpiece a new configuration. Conventionally applies to machining operations in which a cutting tool mechanically removes material in the form of chips; applies to any process in which metal or material is removed to create new shapes. See metalforming.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- tramp oil
tramp oil
Oil that is present in a metalworking fluid mix that is not from the product concentrate. The usual sources are machine tool lubrication system leaks.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Larry Adams is a freelance writer who has written extensively about manufacturing. Contact him at [email protected].
Contributors
Blaser Swisslube Inc.
845-294-3200
www.blaser.com
Clariant Corp.
704-331-7000
www.clariant.com
Total Specialties USA Inc.
713-969-4600
www.totalspecialties.com
