Metalworking applications that require coolants or lubricants produce aerosolized particulates composed of tiny oil droplets. While they are often too small to see with the naked eye, they can jeopardize worker safety and productivity.
Metalworking fluids generally can be categorized as one of four types based on their different properties and recommended applications.
1. Straight oil. This can be mineral — that is, petroleum — or vegetable oil and mainly lubricates rather than cools.
2. Soluble oil. Composed of 30% to 85% refined petroleum-based oil, along with emulsifiers and other additives, soluble oil lubricates and cools but may result in more smoke and residue than straight oil produces.
3. Semisynthetic. This contains 5% to 30% petroleum-based oil, along with a complex emulsifier package. Semisynthetic provides good lubrication and heat reduction and is cleaner than soluble oil.
4. Synthetic. This is composed of detergentlike compounds rather than petroleum. Synthetic is usually the cleanest option and effectively reduces heat.
Oil mist characteristics vary according to the type of oil and the machining process. Petroleum-based oil tends to produce more solid particulates, as well as aerosolized oil particles, than other metalworking fluids, creating a dirtier oil mist.
Low-speed cutting and grinding produce relatively large, mechanically generated particles that are easy to collect in filters and consequently of less concern. The particles are generally about 10 µm (0.0004") in diameter.
On the other hand, high-speed processes likely cause a lot of heat, creating thermally generated droplets. It vaporizes the liquid, which results in aerosols that tend to be less than 1 µm (0.00004") in size. This oil mist usually looks more like smoke and is harder to filter than mechanically generated droplets.
As the speed of production continues to increase and cycle times decrease, more heat is being created. That means there are more processes in which mists are generated thermally, resulting in smaller particles than before. This change presents a filtration challenge.
The smaller the particle, the more difficult it is to clean the air. More efficient filters therefore are needed to mitigate the problem.
Slip and Slide
The most obvious, immediate safety issue occurs when oil mist causes workers to slip and fall. It often hangs in the air before forming a layer of grease on floors and other surfaces. Heavy oil mist droplets coalesce as they cool and fall onto horizontal surfaces.
Oil mist also poses health problems when inhaled. This risk varies with the type of oil used, the additives in the metalworking fluid and the way the mist is generated. Some mists contain chemicals that irritate lungs, as well as skin, eyes, the nose and the throat.
As previously noted, widely performed high-speed thermal processes tend to produce small droplets that can be inhaled deep into lungs. All oil mists can produce respiratory irritation, and prolonged exposure has been linked to asthma, chronic bronchitis, impaired lung function and pulmonary fibrosis of the lungs. Some metalworking fluids cause skin irritation or contact dermatitis when they settle on skin.
Finally, there is evidence that some metalworking fluids increase the rates of certain cancers, though this has not been proven definitively.
Fortunately, appropriate collection and filtration reduce potential health risks and increase worker satisfaction and productivity.
Machining processes often can be contained under hoods to reduce worker exposure to hazardous oil mist. But even if humans are not exposed, it is important to control oil mist in enclosures to protect equipment. As oil mist builds up in an enclosure, oil mist can make its way into electronic components, such as programmable logic controllers, leading to premature failure. Potential losses can be minimized by keeping moisture levels low in enclosures.
An operator must be able to reach into an enclosure to load and unload parts. If it is not evacuated correctly, a worker may come into contact with a misty area. Parts also can drip oil as they travel on a bin or tray, creating an additional
hazard. Furthermore, many machine tools have optics to measure surface quality. Any mist in an enclosure can affect them.
Limiting Exposure
To reduce the risk of adverse health effects, the Occupational Safety and Health Administration sets permissible exposure limits for workers at facilities where contaminants are a concern. These limits set the amount of a substance that a worker can be exposed to over the course of an eight-hour shift.
For mineral-based oil mists — paraffin oil mists, heavy mineral oil mists, white mineral oil mists and petroleum-based cutting oils — the permissible exposure limit for general industry, including automotive manufacturing, is set at 5 mg/m3 (0.005 ppm) as an eight-hour time-weighted average. All other metalworking fluids fall under general OSHA requirements for “particulates not otherwise categorized.” The permissible exposure limit for these oil mists is 15 mg/m3 (0.015 ppm).
OSHA establishes the only regulatory limits for oil mists. However, the National Institute for Occupational Safety and Health and the American Conference of Governmental Industrial Hygienists have established stricter recommendations for oil mist limits, especially for metalworking fluids that are not mineral-based.
NIOSH’s recommended exposure limit for all metalworking fluid aerosols is just 0.4 mg/m³ (0.0004 ppm) for thoracic particulate mass as a time-weighted average concentration for up to 10 hours per day during a 40-hour workweek.
ACGIH, which is made up of a group of industry professionals, maintains its own list of air quality standards. These are typically more stringent than OSHA’s standards, and OSHA often changes its standards to match ACGIH’s guidelines.
ACGIH’s threshold limit value for mineral oils is 5 mg/m³ for an eight-hour time-weighted average and 10 mg/m³ (0.01 ppm) for a 15-minute short-term exposure limit. Other metalworking fluids do not have a specific threshold limit value, but keeping exposures as low as possible is recommended.
As more manufacturers switch from straight oil to synthetic, it’s important to note that plenty remains unknown about the exposure risks related to synthetic oil. This is also true of the detergents, emulsifiers and other additives used to enhance performance.
Pressure Point
The first step to mitigate the problem is to control submicron aerosol mists that tend to stay airborne in an enclosure. The mists should be evacuated from a machine and transferred to a controlled device, minus the big droplets. Use a high-pressure nozzle like a small garden hose to flood a part with coolant. The connection of the mist controller should be placed strategically on an enclosure, keeping in mind that you want to capture only the particulates that likely will stay airborne — not the large splashes of water.
Place a baffle plate in front of the connection to minimize any splashes going into the ductwork. Big, splashy particulates will hit the baffle plate and run off.
When coolants splash around a machine, they often drain down and recirculate. This minimizes the amount of liquid that ends up as waste and reduces the cost of lubricant.
It’s also important to transfer the mist and air on the machine to a device that separates liquid aerosol from clean air. The goal is to move the mist where you want it to go without using too much energy in the process.
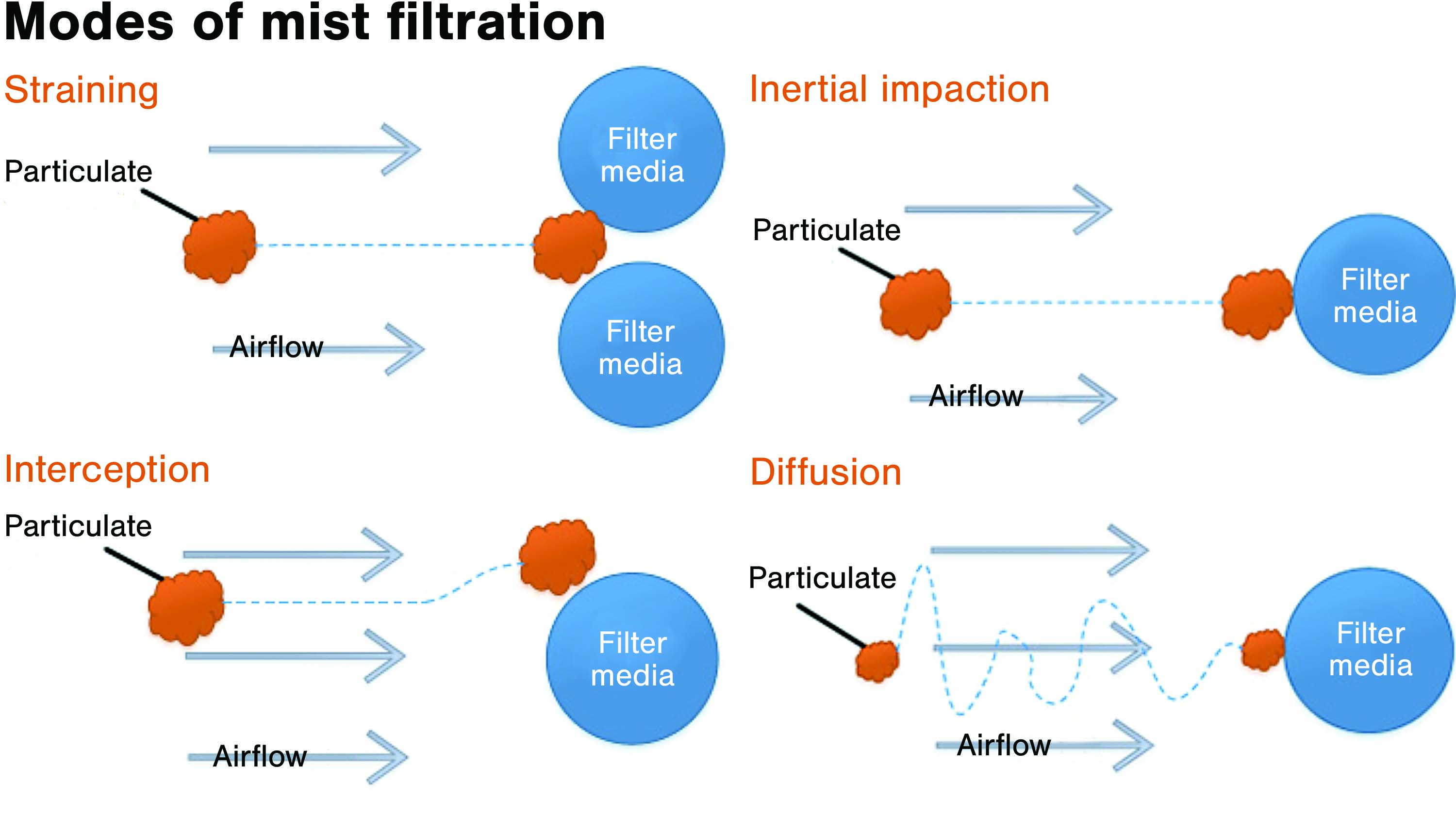
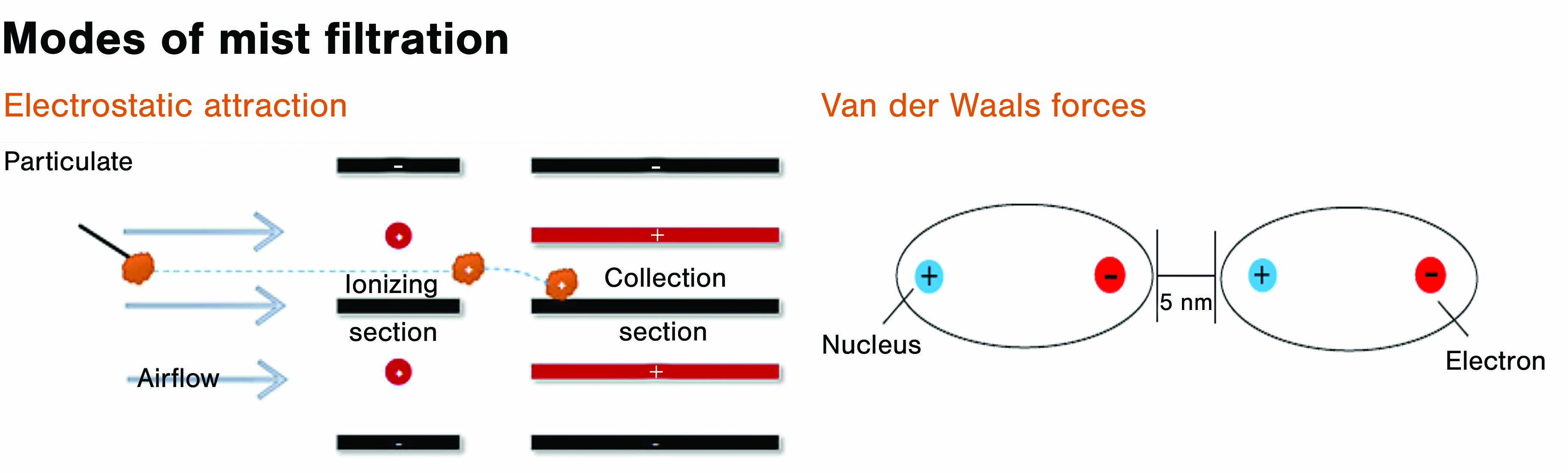
Filter mediums should be chosen based on the particle size of the mist. Make sure a filter effectively can remove submicron particles from the airstream. To be effective, a filter medium will use high pressure and require high energy costs to force air through.
Devices that use coalescing mediums as a mode of filtration need less energy and can last up to 10 years. The other filtration method uses noncoalescing mediums, which are fibrous mediums that must be thrown away once saturated. While these filters do not demand much energy, they are not very efficient and must be replaced continually.
Oil mist requires specialized equipment for collecting wet particulate matter, along with a different type of filter. Filters created for dry particulates, such as dry grinding dust, quickly become clogged and ineffective if used for oil mist. Wet mist collectors pull mist-laden air into the bottom of a collector, where larger droplets can fall out before air is pulled into a filter medium.
Packed-bed, or coalescing, filters are most effective for most oil mists. These filters capture tiny droplets on fibrous mediums, and the droplets then coalesce into larger droplets. When enough liquid accumulates, it simply drains off the filter medium into a collector. These filters continue to work even when fully saturated, and they continually clean themselves as liquid drains off. The collected metalworking fluid then can be further filtered for reuse.
Fantastic Fan
Using the right fan is critical to eliminate 80% of the problems behind mist control. When the people who design the equipment do not use the correct fan, they miss the right amount of pressure, the right ductwork or the right airflow to capture mist. If a fan does not move the right amount of air, mist in a machine will not be evacuated properly. Every component of a system must work correctly to achieve the overall goal.
Because oil mists and solid particulates do not behave the same, they require different approaches to collection. Dust collection equipment made for weld fumes and other solid particulates is not effective against oil mist.
The best way to determine if a system works effectively is to test the air that travels in and out of a collector. Packed-bed filters with multiple layers of tightly woven fibers work well for both mechanically and thermally generated oil mists.
Packed-bed filters can handle some dry-soluble particulates, which simply wash away with liquid as it coalesces. However, if a process generates large amounts of nonsoluble particles that mix with oil mist in the air, you may need to consider a pre-filtering process.
There are different approaches to separate solid particulates and liquid oil mists. Disposable pre-filters can be used to strain out large solids before oil mist reaches a packed-bed filter. This is a fairly inexpensive approach but can be maintenance-intensive, mainly because filters need to be changed frequently. Impingement plates or chevron-style pre-filters capture solids and keep them from entering a fiber bed filter. These are periodically washed to remove accumulated solids.
A number of questions should be answered when designing a system:
What processes are you using?
Are the mists thermally or mechanically generated?
What type of metalworking fluid are you using?
What is the concentration of oil mists in the facility or enclosure?
What is the total volume of mist produced during a shift?
Can your processes be enclosed easily?
What is the total volume of air that must be moved?
Is your overall goal to comply with OSHA or NIOSH/ACGIH health recommendations?
Source capture should be the first line of defense for metalworking applications that produce oil mist. Ensure that an enclosure is the right size for an application.
Effective system design starts with an effective hood to capture and contain oil mist. The better the hood design, the less airflow is needed to capture oil mist, which ultimately requires less energy. An optimal system design minimizes static pressure so more air can be moved with less energy.
Ductwork design is an important consideration related to system design. Improper duct design and inadequate airflow can allow mist to coalesce on the sides and bottoms of ducts. For some types of lubricants, this may be a fire hazard. Liquids that accumulate in ductwork and drip from seams also can create a significant safety hazard.
Vaporized oil can cause violent fires that rapidly spread. For this reason, look for systems with built-in fire suppressant technology.
Contact Details
Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.
- straight oil
straight oil
Cutting fluid that contains no water. Produced from mineral, vegetable, marine or petroleum oils, or combinations of these oils.
Author

Mike Meyer is executive vice president of technical services for RoboVent, Sterling Heights, Michigan. He is based in Anderson, South Carolina. For more information about the company’s industrial ventilation and filtration equipment, call 877-959-7639 or visit www.robovent.com.
