Why good live centers go bad
Regardless of a live center's brand, its quality is acceptable or the center manufacturer wouldn't be in business.

Courtesy of All images: Riten Industries
These centers, sent in for repair, were in good working order when originally installed.
Regardless of a live center’s brand, its quality is acceptable or the center manufacturer wouldn’t be in business. In addition, most center designers have kept pace with today’s high-horsepower machines, aggressive machining parameters and high-pressure coolant applications to avoid limiting the accuracy and service life of a live center.
Granting these assumptions, end users should not lay blame for premature failure at the doorstep of the center. After 80 years in the workholding business, and with a department devoted to repairing all makes of centers, Riten Industries understands the main reasons why good centers don’t perform as expected.
Misapplication of a center is probably the most common cause of premature failure. Selecting the right center sounds easy when you know the workpiece weight, the maximum spindle speed, the tailstock taper, required center dimensions, point style for adequate tool clearance and the required accuracy. Catalogs list these specs for each model, so choosing the right center at the best price would seem like a no-brainer.
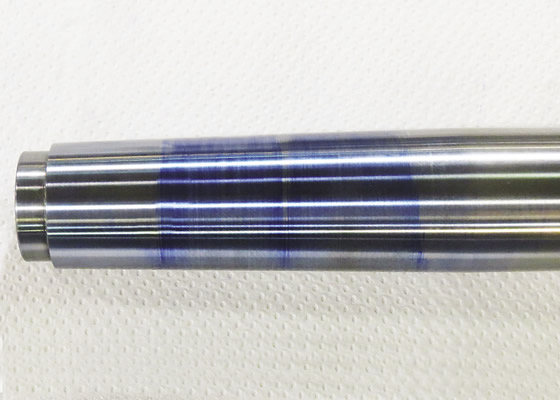
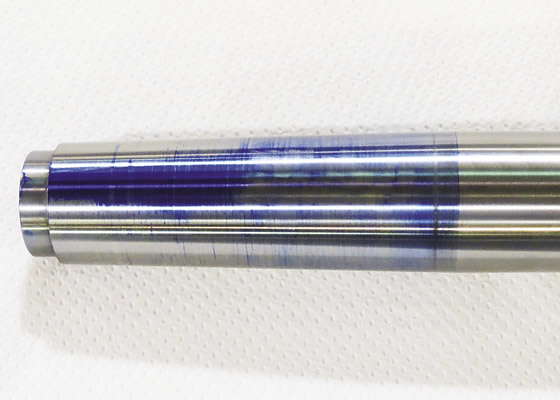
Bluing is a good way to check quill wear. After a blued center taper is inserted into the quill, the bluing should be light and even (top). Heavy bluing indicates the taper did not contact the quill interior, while gaps mean the fit was too tight (bottom).

These four Morse Taper live centers have common specs for accuracy, maximum spindle speed and workpiece weight capacity, but users should consult the manufacturer to determine which one is correct for an application.
However, literally thousands of standard and modified centers are available, each designed for specific applications. Center designers select bearing sets, seals and internal lubrication to accommodate varying operating conditions, including the DOC, surface feed and required surface finish. It is always best to consult the center manufacturer about the details of the turning or grinding operation rather than choosing a standard center from a catalog that may not be appropriate for the job.
An incorrect tailstock force ranks a close second when examining the causes of premature center failure. Applying the correct load to the workpiece and center is not an exact science, and often involves guesswork based on experience. Too often, operators guess wrong and tend to overload centers.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion