Turning the hard way
When turning metal, the tool material must be four times harder than the workpiece. This becomes a problem when cutting metals with a hardness greater than 45 HRC, such as alloy steel, high-speed steel and chilled cast iron.
When turning metal, the tool material must be four times harder than the workpiece. This becomes a problem when cutting metals with a hardness greater than 45 HRC, such as alloy steel, high-speed steel and chilled cast iron.
The hardest material is diamond, and polycrystalline diamond cutting tools work well for turning nonferrous materials like ceramics and aluminum. But the iron in steel reacts to diamond at the high temperatures generated by hard turning, causing excessive tool wear.
“Certain aluminum oxide ceramic-grade inserts can be used for hard turning, but not all ceramics can hard-turn,” said Brian Sawicki, business development manager for the Northeast region at Tungaloy America Inc. in Arlington Heights, Illinois. “Sometimes you can get away with using ceramic inserts, but you can’t use them in interrupted machining, such as face turning gear teeth, because they will fracture.”
An alternative to ceramics and diamond, cubic boron nitride is the second-hardest material, and CBN tools of many grades have been developed for hard turning applications like transmission shafts, constant-velocity joints and toolholders. These inserts are used to finish-turn hard materials and produce fine finishes and tight tolerances, replacing grinding, which takes longer and costs more.

Chips entangling on workpieces or piling up at the bottom of machine tools can be prevented with the HP-style chipbreaker on the BXA10 range of coated CBN-grade inserts. Image courtesy of Tungaloy America
“Depending on the specifics of the job, you could source a $500,000 grinding machine, or you could buy a $100,000 lathe and do the same thing with hard turning,” said Travis Coomer, national key account manager for GWS Tool Group in Tavares, Florida. “As long as you can attain all the tolerances given to the part, then it’s absolutely a no-brainer to use hard-turn inserts as opposed to grinding.”
Choosing Inserts
Hard turning is commonly considered to start with materials of 45 HRC, with a transition zone up to 50 HRC. In that zone, some harder carbide and cermet inserts still work. Coated and uncoated ceramic grades work for a hardness range of 45 HRC to about 60 HRC while CBN inserts are designed for about 50 HRC to 68 HRC.
Within the overlap of these ranges, choosing between ceramics and CBN depends on the application.
“Most ceramic grades don’t have a high breaking strength,” Sawicki said. “Whisker-reinforced ceramics generally have the highest breaking strength. But through an interrupted cut, it’s way more predictable to run CBN than ceramic because once a ceramic insert starts to show flank wear, many times it just chips out due to excessive tool pressure.”
But he advised against making the mistake of using a CBN insert on material with a hardness of less than 50 HRC.
“When you put CBN in a soft material,” Sawicki said, “it begins to feel drag, which quickly erodes the insert, so your in-cut time is much lower in softer materials.”
In contrast with ceramics, CBN signals it’s starting to wear.
“You may start to see a change in surface finish that tells you this edge has reached its (end of) life,” said David Essex, turning product manager at Tungaloy America. “Typically, operators will have worked out a part count and know, for example, this grade on this part will give you 50 pieces easily. So they change the insert at that point because it is
predictable.”
Many CBN grades are available and often are designed for continuous-cut steel, heavily interrupted steel or moderately interrupted steel. Once a grade is selected, Coomer said choosing the right edge preparation and hone for the insert can minimize tool wear, lighten tool pressure, improve crater wear resistance and help a tool last longer.
“To protect the cutting edge,” he said, “we can vary the angle coming off the top of the insert anywhere from 10 degrees to about 35 degrees down from the horizontal to direct the cutting forces into the tool and away from the edge.”
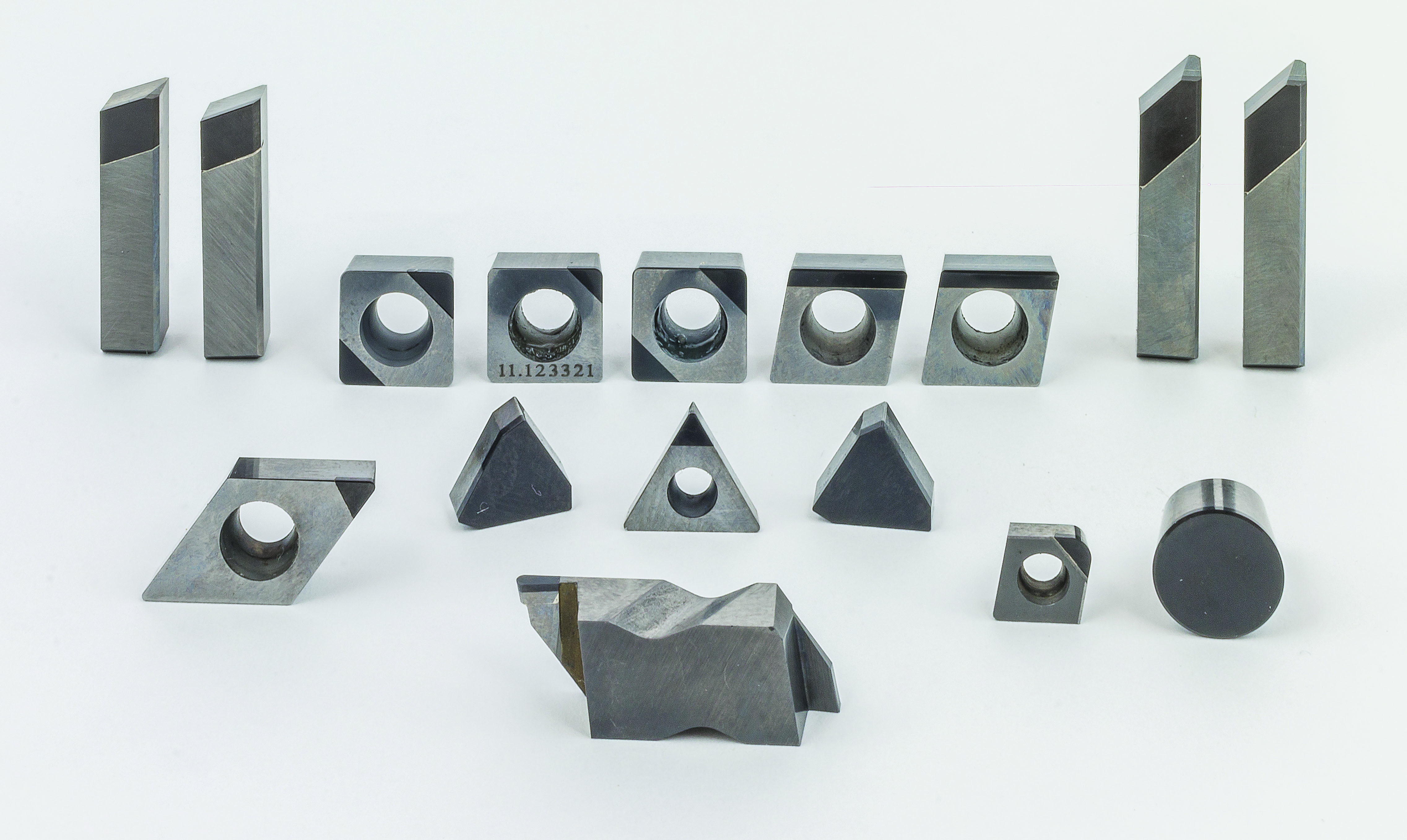
GWS Tool Group’s custom high-performance ISO inserts with various tip options, including single tip, double tip, full top and special, can accommodate any hard turning application. Image courtesy ofGWS Tool Group
It’s important to match the combination of the CBN grade and the edge preparation to the application, said Brian Wilshire, technical center manager for Kyocera Precision Tools Inc. in Hendersonville, North Carolina.
“There’s a fine balance you walk to pick a large enough edge preparation so that you get standard wear and no chipping,” he said. “But if you pick too large an edge preparation, it’s not going to last as long. You can consider it almost pre-worn because you’re grinding a portion of the cutting edge away to strengthen it.”
The Question of Coolant
Whether to use coolant is a substantial concern when hard turning and depends on the tool and application.
“Our ceramics definitely get better tool life running dry,” Wilshire said. “So in most cases, when we recommend ceramics for hard turning, we prefer no coolant.”
For CBN, he said, coolant can be used in a continuous cut with little difference in tool life.
Cooling does produce a part that’s more in tolerance.
“If there’s gauging immediately after machining, it’s easier to get a true measurement if the part stays cooler,” Wilshire said. “But if you run without cooling, the part heats up and tends to expand. So the part may be in tolerance when it’s gauged, but as it cools off, it may shrink enough to go out of tolerance.”
Interrupted cuts don’t fare well with coolant, however, due to rapid thermal expansion and retraction as the tool moves in and out of the workpiece material.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
February 2021

