Liquid cool: Drilling Performance
Cutting fluids make it easier to keep your cool when workpieces are difficult to machine.
Whether they are extremely hard and brittle, resistant to heat or unusually gummy, some materials are more difficult to machine than others. When machining these stubborn metals, applying the proper cutting fluid becomes more important than ever. Many metalworking fluids are up to the task, including neat mineral oils, synthetic oils, a blend of the two (typically called semisynthetics), ester-based oils, water-based fluids and vegetable-oil fluids.
Their main purpose is to reduce heat, either by carrying it away from the tool/workpiece interface, reducing the friction inherent to the process, clearing heat-laden chips or some combination of the three. Two of the primary methods for applying fluid are via a high-pressure stream through the tool, essentially injecting the coolant directly into the cut while cooling the tool inside and out, or by flooding the entire workpiece to quench the heat through sheer liquid volume.
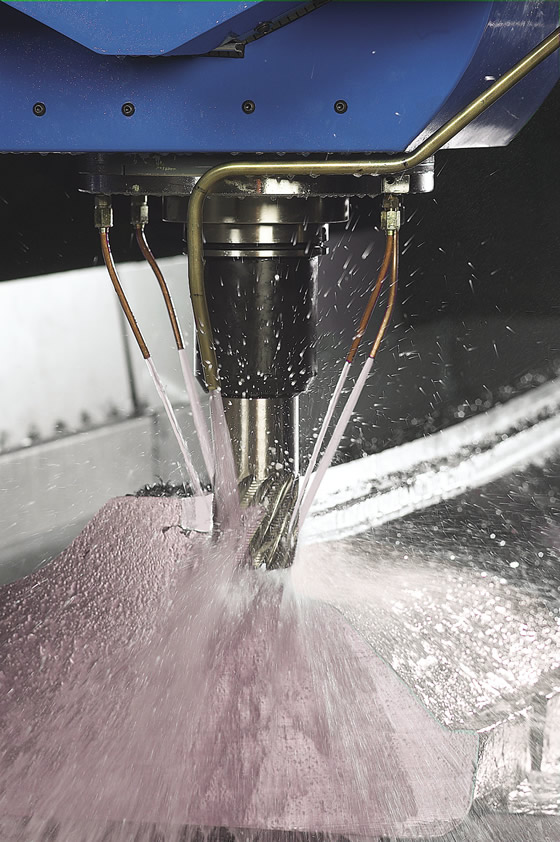
Courtesy of Cimcool Fluid Technology
Cimcool’s CIMTECH 320Z synthetic fluid is approved for aerospace applications and is shown being used on a titanium part.
One way to measure a material’s machining difficulty is in terms of resiliency, according to Scott Walker, president of machine tool builder Mitsui Seiki (U.S.A.) Inc., Franklin Lakes, N.J. “When machining aluminum, which is not a hard or highly resilient material, you literally shear it fast enough to melt the metal right at the cutting edge,” he explained. “That’s opposed to something like titanium, which has a very good modulus of elasticity, which means it will flex and bend a lot but will also always come back to its original shape.”
The melting temperature of resilient materials is typically significantly higher than the melting temperature of the tool’s cutting edge, he continued, meaning that if too much energy is used to cut it, enough heat will be generated to cause the cutting edge to fail.
If this occurs, production rates decrease while tooling costs go up, according to Kevin Tucker, product technology and marketing manager of Cincinnati- based coolant manufacturer Cimcool Fluid Technology LLC. “Sometimes the development of new materials outpaces the ability of the manufacturer to use the material effectively,” he said. “We’ve had shops ask for help because they just can’t make useful parts with the materials their customers expect them to use.”
The Harder They Fall
While there are different factors that can make a material difficult to machine, the hardest-to-cut ones are … well, the hardest—specifically those from 42 to 60 HRC, according to Brett Reynolds, senior applications engineer for Blaser Swisslube, Goshen, N.Y. Free machining metals, such as 1018 mild steel, or relatively soft ones, such as certain aluminum alloys, can typically be machined with most soluble oils or semisynthetic fluids without any additives. However, with very hard or resilient materials, such as martensitic or austenitic stainless steels, titanium or high-nickel alloys like Inconel 718, Reynolds continued, the best results are obtained by using an extreme-pressure (EP) additive package, regardless which type of fluid is chosen.
He explained that an EP additive package protects a cutting tool at temperatures up to 1,100° F (520° C) by forming a chemically reactive film between the cutting tool and metal chip interface, which reduces friction and aids in the cutting process (see “Know your additives” sidebar below).
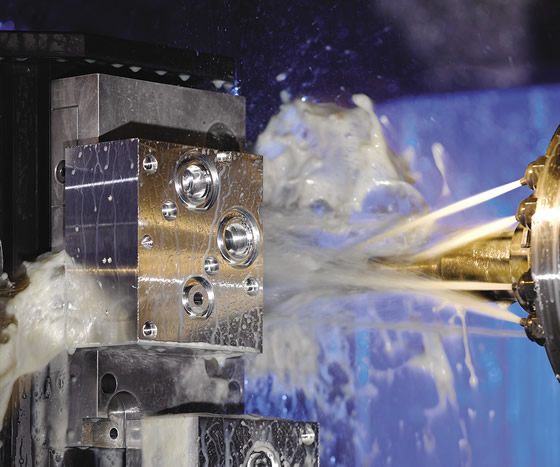
Courtesy of Chemetall
Semisynthetic fluids like Chemetall’s Tech Cool 35048BF combine cooling and lubricity.
Additive packages can vary from manufacturer to manufacturer; some of these additives function by introducing chemicals whose physical properties change as the temperature rises to create a protective layer between the tool and workpiece. The additive layer lowers the cutting force and improves the surface finish by reducing friction, and the EP additives create a precise area of controlled oxidation to render the material easier to machine, according to Hank Limper, market development manager for Houghton International Inc., Valley Forge, Pa.
When cutting steel with a chlorine-fortified coolant, he explained, the coolant transforms the iron into iron chloride at the precise point of the cut. And when machining aluminum with phosphorous present in the coolant, the result is aluminum phosfide. “Because this reaction is so controlled and localized, the workpiece itself is not grossly altered from a metallurgical viewpoint, but the metal right at the point of contact with the tool is transformed into something easier to machine,” Limper said.
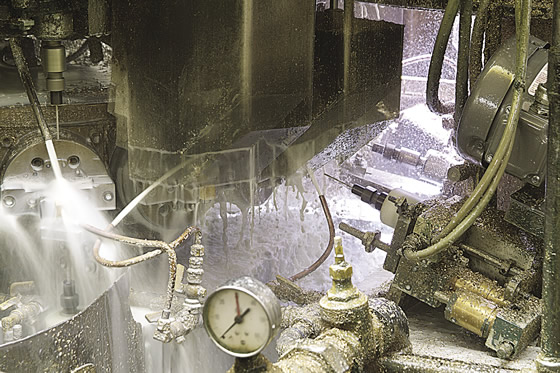
Courtesy of Houghton International
Flood coolant quenches the heat of machining operations by applying high volumes of fluid, such as this Hocut 795 series coolant from Houghton International.
“There are engineering guides that define machinability for metals,” he continued, “but, frankly, over years of experience you start to understand the characteristics of different alloys. Very soft metals are difficult because they can get ‘draggy’ and weld to the cutting edge; other alloys are difficult because the alloying components have been added specifically to make the material harder and tougher, to give them the metallurgical properties you would desire from the finished part. The flipside is those same properties often translate to very difficult machining, which means the cutting fluid is extremely important.”
Type Cast
While EP additives are beneficial, the fluid itself is obviously significant as well. Whether a synthetic, a soluble oil or a semisynthetic is utilized, the water used to dilute the product to operational concentration is the most effective component at lowering the temperature in the cutting zone; however, water does not provide the necessary lubrication to cut metal. The lubricity components, such as mineral oil, vegetable oil, polymers or other synthetic materials, serve to reduce friction and aid in obtaining the desired part finish.
Statistically, Houghton’s Limper believes synthetic coolants as a class of products to be more corrosive to painted sumps, seals and moving metal parts than oil-based fluids. On the other hand, neat cutting oils are extremely lubricious, but can make floors slippery and even catch fire when used during high-speed machining because they simply do not dissipate heat as well as a water-dilutable fluid.
David Enright, business manager for New Providence, N.J.-based coolant manufacturer Chemetall, generally finds that semisynthetics and soluble oils provide the best balance of cooling and lubrication. However, his company decides what specific fluid is best for the job by conducting a detailed audit of the job to be performed, including machine tool setup and cutting tools employed.
“The audit includes asking the tooling people how they determine that particular tools are the ones they want to use for the job, and what specific end result they want,” he said. “If a prospect is adamant about using a synthetic, there’s a variety that we can recommend, but, personally, I’m biased toward using semisynthetics with difficult materials, because you get the best of both worlds.”
Mitsui Seiki’s Walker prefers pure oil, regardless of the workpiece, but acknowledges the drawbacks.
“Oils don’t evaporate,” he explained, “and when you’re cutting resilient materials that generate a lot of heat, the water in some coolants will evaporate. But oils are flammable and they’re pretty bad for the environment, so a lot of people don’t want to use them.”
Under Pressure
How coolant is applied is another significant variable, but while flood is the standard approach to most machining jobs, high-pressure, through-tool coolant has become much more common and is frequently utilized in today’s manufacturing environments.
“It seems to me that everybody is running high pressure, especially since the cost has come down on these units in the last 10 years,” said Blaser Swisslube’s Reynolds. “Frankly, it’s pretty rare to see a machining center sold without a high-pressure coolant system.”

Courtesy of Chemetall
Chemetall’s Tech Cool 35052CF is a chlorine-free cutting fluid for resilient materials.
The idea behind high-pressure coolant, he continued, is that in addition to providing cooling and lubricity, the fluid creates a hydraulic wedge between the cutting tool and the chip, helping to break and separate the chip from the workpiece and blast it out of the way.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion