Heavy-Duty Hydro: 5-Axis Machining
Hydraulic vises ofer accurate workholding for workpieces large and small.
It’s ironic. Tell a shop owner or production engineer to mount a mechanical 3-jaw chuck on a CNC lathe and they’ll look at you as though you’re wearing a duck on your head. Why do they then turn around and put old-fashioned, hand-cranked vises on vertical machining centers? A basic hydraulic vise setup for a VMC can cost between $1,700 and $4,000—roughly the same price as a hydraulic workholder on a lathe—and provide far more reliable and consistent clamping than mechanical units. So what gives?
Getting Comfortable
According to Mike Antos, application engineer at Cleveland-based workholding and lifting products manufacturer Jergens Inc., fewer than 10 percent of shops use hydraulic vises on their machining centers. This lack of acceptance is due largely to shops going with what they know. “Most machine shops have always used mechanical vises,” he said. “There’s a comfort factor there. Then along comes the vise salesman and the word ‘hydraulics’ comes up. That can be somewhat intimidating.”
There’s nothing to be scared of. Hydraulic systems make your car stop at red lights. They compact the trash you put on the curb and raise the seat when you’re getting a haircut. Installing a hydraulic pump and plumbing a few lines is no more complicated than fixing a leaky toilet seal.

Courtesy of Schunk
Four Schunk KSH 4″ hydraulic vises are changed out using a Vero-S quick change-pallet system with integrated hydraulic lines. This type of setup avoids exposing hydraulic lines to chips and cutting fluid during machining.
Machine tool builders are partially to blame for the lack of acceptance of hydraulic vises. The cost of a chuck and the hydraulic system to power it are already rolled into the price of most CNC lathes—if they weren’t, shop owners might be inclined to pull out their red Sharpie and strike them off the purchase order. But if builders were to equip that shiny new machining center with a hydraulic vise, you can bet a Ben Franklin that machinists would use it.
Money is a big consideration. A fully plumbed trio of hydraulic vises equipped with automatic clamping can set you back $40,000 or more. If your needs are more modest, a basic hydraulic starter kit and 6″ vise sells for significantly less. Either way, it’s a lot of money, considering you can buy 20 commodity mechanical vises for the price of a starter package.
Consider the Benefits
“It’s our job to get shops to recognize the benefits of hydraulic workholding—reduced setup time, clamping consistency and improved part quality,” Antos said, noting Jergens covers it every day with customers.
How does a hydraulic vise make better parts? Antos explained that predictable clamping forces are a key determinant of part quality. Savvy shops have long equipped their machinists with torque wrenches to tighten mechanical vises, especially when machining delicate or thin-walled parts. Hydraulics eliminate this need. Dial in the desired pressure from 10 to 10,000 lbs. and hydraulics deliver exactly that clamping force, day in and day out, and do so with minimal maintenance.
“Considering the shortage of skilled operators, hydraulic vises simplify machine operation while providing predictable part positioning,” Antos said. But perhaps the biggest benefit is improved productivity. Pushing a button to clamp four vises at once beats reaching for the wrench and cranking it for each vise—the former takes less than a second, the latter 30 seconds or more. These small gains add up. “If you can save 2 hours a day, you’ve gained 500 hours of extra machining time a year,” he added.
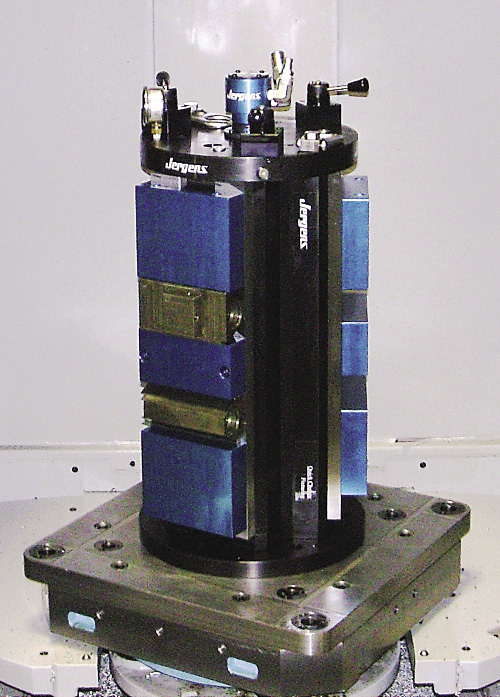
Courtesy of Jergens
A Jergens three-sided tooling column, equipped with hydraulic twin vises, is mounted on a Ball Lock pallet.
Antos explained that vises can be plumbed to clamp and unclamp individually or all at once, depending on how the valves are installed. Better yet, even the simple act of pushing a button can be avoided with a little electrical work and the right plumbing—wiring hydraulic valves into a CNC is a straightforward exercise, one that enables automated clamping and robotic part handling.
There are several considerations when purchasing hydraulic vises. The first is the type of vise and its stroke length. Garth Dexter, general manager of Planet Products Corp., a Cincinnati-based contract manufacturer and machine tool accessory supplier, explained that there are two types of hydraulic vises: single-acting, which uses spring pressure to open the vise, and double-acting, which uses hydraulic power to clamp and unclamp the vise. All Planet vises are double-acting.
Dexter said double-acting vises are beneficial for robotic applications, because the vises will definitely be open when a gripper arm grabs an otherwise immovable workpiece. Purveyors of single-acting vises might argue theirs will be open as well, but none would disagree that pump selection is dependent on vise quantity, size and type.
Planet’s standard vises have 2½” of stroke travel, and its self-centering model has 4″. Competitive hydraulic vises typically offer ⅜” or less, Dexter claimed. Still, that’s plenty of travel for machining all but the most randomly shaped castings or when clamping on a deep undercut. The biggest advantage to more travel, he said, is flexibility. “In a job shop, for example, where you have great variation in part size, or families of parts, you can clamp multiple sizes in the same setup.”
All Pumped Up
Long stroke or short, most hydraulic vises allow the movable jaw to slide close to the workpiece and lock into place. This minimizes jaw travel and cuts the load or unload time to less than 1 second. The primary consideration in vise selection, however, isn’t stroke length, but pump type, because vises require sufficient oil and pressure to do their job. As pressure and/or volume needs increase, a commensurately stronger pump is called for. Pump selection, however, should come after the workholding and plumbing have been designed; otherwise, there may not be enough “oomph” to push the necessary amount of oil through the system.
Pumps come in two basic styles: air-over-hydraulic and electric. Air-driven pumps work by “boosting” compressed air at ratios from 20:1 to 70:1 or more. This makes them slightly less capable than electric pumps in terms of clamping pressure. At 100 psi, for example, a typical air pump might output 5,000 lbs. of clamping pressure. This is still plenty of force for most applications, but much less than the 7,500 lbs. to 10,000 lbs. available from many comparably sized electric pumps.
Boosters are the “little engines that could” of the air-driven pump family. They displace a fixed amount of oil and can only be used with single-acting vises, but considering their low price tag—about $500 each—they’re an option for shops not willing to commit $2,000 and up for a more capable air or electric pump. Air and electric pumps have oil reservoirs best measured in gallons and pressures far greater than is possible with a booster pump, and are clearly the way to go for most job shops.

Courtesy of Planet Products
An operator loads workpieces on Planet Products’ production floor. The yellow cord is a removable 25v DC power supply for the integral pump unit. Hydraulic pressure is maintained via an internal accumulator.
In the electric vs. air debate, Dexter said: “Air-driven pumps are easier to install. You don’t need electrical power. They also self-limit—they go up to a certain pressure and stop, whereas electric pumps need a pressure switch to tell them when to stop pumping. But, for some applications, we’ll utilize an electric pump with a high-rpm motor and very fine pump adjustment. This gives high pressure without the risk of slamming the vise shut.”
Pump size and type ultimately come down to the pressure and volume required for an application. Yet David Vilcek, engineering project manager for Carr Lane Roemheld Manufacturing Co., Fenton, Mo., might tell you to ditch all those pumps and lines and select its hydra-mechanical vises, which offer the benefits of hydraulic workholding without the plumbing.
“Hydra-mechanical vises utilize a self-contained hydraulic system,” Vilcek said. “Like a mechanical vise, you turn a crank until the movable jaw touches the part.” Once it touches the part, however, the similarities change—hydra-mechanical vises have a small detent on the side of the vise. “It just takes a little pop with your hand to engage. When you turn the crank, it advances an internal piston that builds hydraulic pressure, resulting in a very high clamping force of up to 12,000 lbs. on our 160mm vise.”
This isn’t a one-trick pony for the company. Like its competitors, Carr Lane Roemheld also offers externally powered hydraulic vises. Regardless of the brand, it’s important to select the same qualities in a hydraulic vise as a mechanical one. “One key feature is the vise base itself,” Vilcek said. “Those machined out of steel rather than cast iron are more robust. Look for precision-ground guide ways and locating surfaces, casehardened to several millimeters deep.”
Vilcek considers hydraulic workholding a flexible tool for fixturing—not just some “plain old vise”—and a good intermediate step between pure mechanical systems and dedicated fixtures. Hydraulic workholders quickly adjust to part sizes from ½” (12.7mm) or smaller to 10″ (254mm) or more across, he added. “With delicate parts, you can dial the pressure down for a gentle touch. When you need to rip, crank it up. Either way, you’re sure to get the same clamping force every time.”
Going Dense
Suppose your best electronics customer orders 1,000 2″-wide, thin-wall aluminum housings per month. Sold on the value of hydraulic workholders, you use high-quality, 4 ” (101.6mm) hydraulic vises to set up the tombstones on a horizontal machining center, but immediately hit a snag: Because the vises are nearly as tall as the tombstone itself, you can only fit one vise per face. Even with a two-sided production vise, that’s only eight parts per cycle—so much for going lights-out.
The good news is several hydraulic vise manufacturers offer compact versions. One is the KSH series hydraulic clamping block from Schunk Inc., Morrisville, N.C. With vise bodies as small as 2½” (64mm) square, you could easily quadruple the number of clamping stations in the scenario just described. Workholding Product Manager Brad Evans said high part density and rapid changeover are productivity enhancers, and both are supported by hydraulic workholding.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion