SwePart Transmission AB, Liatorp, Sweden, manufactures custom gearboxes, precision-ground gear wheels and other transmission parts. The company normally delivers gear wheels in large series, machined via traditional hobbing. But for prototyping batch sizes of 10 or fewer components, a more flexible solution was needed.
“We are often part of the customers’ projects at an early stage,” said Production Engineering Manager Magnus Svensson. “When they have a new development project, they ask us for a quotation. With the quote, we deliver prototypes. When the customer is satisfied with the prototype, we move on to series production.”
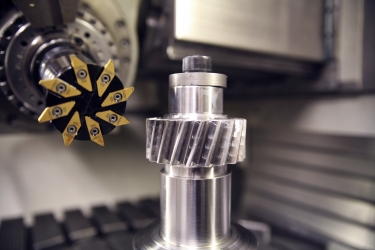
A helical gear machined using InvoMilling. Image courtesy of Sandvik Coromant
The toolroom at SwePart Transmission is filled with boxes containing the HSS tools that have long dominated the gear industry. Because each gear wheel has a unique gear profile, a separate tool has been needed for each component, leading to large tool inventories.
“When customers ask us for a prototype,” Svensson said, “we order a new tool to create the correct gear profile. The tool has to be specially designed for the gear wheel that we want to create.”
Special tools are frequently costly and time-consuming. The lengthy amount of time from when a component is ordered to when it is delivered has been a longtime concern for the gear industry.
“From order to delivery,” Svensson said, “it can take about 10 to 12 weeks.”
SwePart Transmission has significantly shortened lead times for gear wheel prototypes by using InvoMilling, a flexible method for machining external gears and splines on universal 5-axis machines. The method is attractive for small-batch production and when short lead times are crucial. InvoMilling benefits from a machine’s 5-axis capability to produce many different gear profiles with the same set of tools by changing the CNC program using the sophisticated software InvoMilling 1.0.
“With InvoMilling,” Svensson said, “we are able to deliver a prototype to customers in 4 to 5 weeks. Since lead times are often a deciding factor, this is, of course, a competitive advantage.”
InvoMilling was developed by Sandvik Coromant Co. The InvoMilling 1.0 software changes the CNC program to produce different gears with a limited range of standard cutting tools. This capability eliminates the need for a specific tool for each gear profile, enabling machining without having to order a special and wait for it to be delivered. For prototyping, a finished prototype is available in a couple of days or even hours under the right
circumstances.
“When changing to a new gear profile,” Svensson said, “our production engineers change the CNC program, then we can start machining with the standard tools we have. The software is very easy to use. After the short initial training, we can now run it by ourselves.”
At the company’s state-of-the-art production center, universal 5-axis machines are mixed with traditional hobbing machines. InvoMilling has brought the two worlds of SwePart Transmission closer. By bridging the gap between the machine types, operators are sharing expertise and experience between the two machining categories.
To stay ahead in the gear industry, Svensson said the company actively seeks the latest technologies.
“We are always aware of the new technological developments,” he said. “As a subcontractor, you have to take advantage of new solutions to be competitive.”
Svensson sees the new method as a replacement for the previous one with component-specific tools. By implementing InvoMilling, SwePart Transmission has reaped the benefits of machining and delivering different gear wheels with the same tool set significantly quicker than before.
Article provided by Sandvik Coromant Co., Fair Lawn, New Jersey. For more information, call 800-726-3845 or visit www.sandvik.coromant.com/us.
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.