Factors affecting proper coolant application when grinding
Grinding is a thermally dominated process, meaning a high percentage of process heat initially enters the part before coolant quenches it. Unless the coolant is applied at the correct flow rate and pressure, and the proper input conditions are selected, this process can lead to undesirable rehardening burn, thermal softening and tensile residual stresses.
Grinding is a thermally dominated process, meaning a high percentage of process heat initially enters the part before coolant quenches it. Unless the coolant is applied at the correct flow rate and pressure, and the proper input conditions are selected, this process can lead to undesirable rehardening burn, thermal softening and tensile residual stresses.
By comparison, in a well-designed machining process, the majority of heat typically goes into the chips, not the part. Therefore, less cooling is needed, but the process requires more lubrication and effective chip evacuation, often involving a coolant pressure of 1,000 psi (69 bar) or higher and a low flow rate—8 gpm (30.3 L/min.) or less.
In addition, grinding consumes three to five times more specific cutting energy than other types of machining operations to remove the same volume of material. Considerably more heat must be removed from the process to maintain part integrity. This big difference in energy consumption is because of the undefined cutting edges of the grinding wheel grit, the smaller chips produced and the friction among the bond, chips and workpiece material.
A well-tested flow-rate model for grinding applies 1.5 to 2 gpm (5.7 to 7.6 L/min.) per spindle horsepower. An aggressive grinding process that consumes 20 hp would, therefore, require 30 to 40 gpm (113.6 to 151.4 L/min.) to keep the process cool.
Clearing Air Barriers
Because grinding wheels reach far higher peripheral speeds than cutting tools, wheels have a more pronounced boundary layer of air surrounding them during operation. This air barrier can deflect coolant from the grinding zone unless the pump pressure is sufficient for the coolant jet from the nozzle to match the wheel speed and penetrate the barrier.

All images courtesy of Cool-Grind Technologies.
The photo (above) shows a centerless grinding process with a 10-psi (0.7-bar) coolant stream applied through a row of fan nozzles. The jets are aimed slightly toward the 6,000-sfm (1,829-m/min.) grinding wheel on the left side. The photo shows the air barrier deflecting the coolant toward the regulating wheel on the right side, with no coolant hugging the wheel and entering the grinding zone below.
In centerless grinding, the air barrier creates the additional problem of lost friction between the regulating wheel and the workpiece. Lost friction leads to slippage between the regulating wheel and part and more frequent wheel truing to restore the worn drive surface. In all forms of grinding, wetting the wheel will allow the extreme-pressure additives in the coolant to do their job. The additives will keep forces and wheel wear low, create a cleaner wheel structure, reduce the amount of wheel dressing and allow more aggressive feed rates.
Bernoulli’s energy equation can be used to predict the pressure that creates the desired jet velocity. For example, a grinding wheel moving at 12,000 sfm (3,657 m/min.) requires a nozzle pressure close to 270 psi (18.6 bar) for the coolant jet to match the wheel speed. Lower wheel speeds require lower pressures. The chart (below) shows the pressure required for water-based, synthetic oil and mineral oil coolants to achieve the desired jet speed.
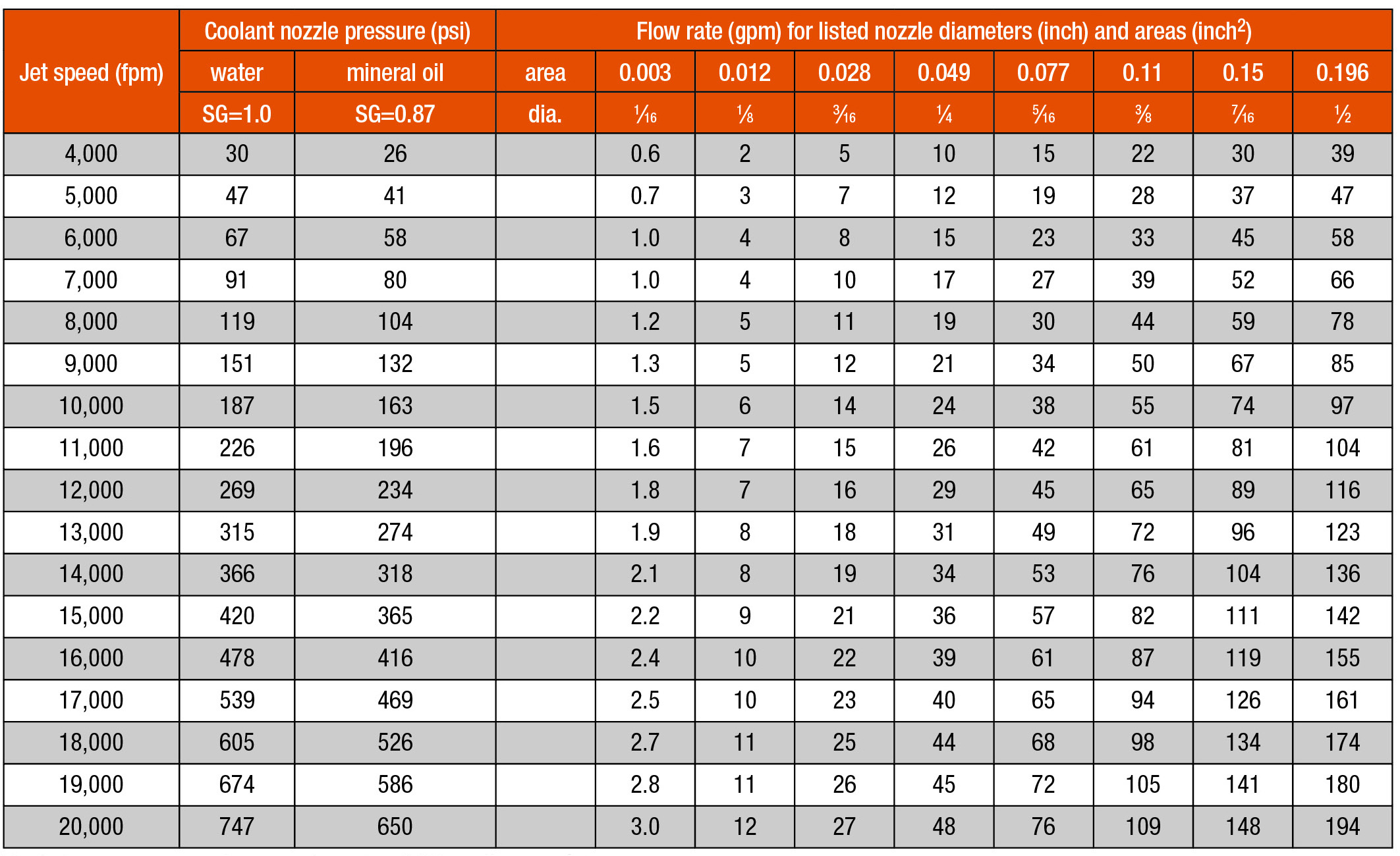
English flow-rate chart for a nozzle with a 0.95 coefficient of discharge.
Double-Pump Design
I have been asked many times to design a coolant nozzle to suit a high-pressure (1,000 psi or more), low-flow-rate pump that a customer has already purchased prior to contacting me—much like asking someone to sew a shirt onto a button. The customer assumes that if 1,000 psi is good for machining, it must be good for grinding. This type of pump is expensive and will insufficiently cool the process because of its low flow rate. However, it will keep the wheel structure clean and free cutting, providing some benefits.
Unless the aperture of the nozzle is small enough, the pressure developed by the high-pressure pump will be much lower than the 1,000 psi it is capable of producing. As a result, money will be wasted buying a pump whose capabilities aren’t fully utilized.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion