Defining workholding setups: Drilling Performance
Workholding involves much more than slapping a part in a vise or chuck and pushing the cycle-start button, according to the Workholding column in the April 2012 issue of Cutting…
Workholding involves much more than slapping a part in a vise or chuck and pushing the cycle-start button. Beyond the basics lies a whole universe of custom chucks, clamping systems, horizontal and vertical vises, and hydraulic, pneumatic and manual fixtures.
Any workholding project must consider the scope of the machining to be completed in a given setup. For instance, if you decide to rough and finish a part in the same chucking, can the machine tool hold the tolerances? Because metal moves when squeezed, heated and chilled, can you be sure the part won’t change shape after it’s removed from the workholding?
Workholding for turning is mainly done with chucks or fixture plates on chucks, and the workpiece is clamped on its internal or external features. Locating should be on a primary face for initial turning and on a machined face for subsequent operations.
The same applies to workholding for turning and milling. A part may be any shape, of course, but your first rule is to try and contain all machining to the area bounded by the part’s three primary locating points. This is always the rule whether you are turning or milling the part or turning the tool. The goal of workholding setups is stability because it minimizes workpiece vibration during the cut.
It’s OK to machine outside the clamp point lines as long as the areas are close to the clamps. Work supports are needed for large, flat parts or if the part’s periphery has arms or extensions.
Courtesy of J. Mason
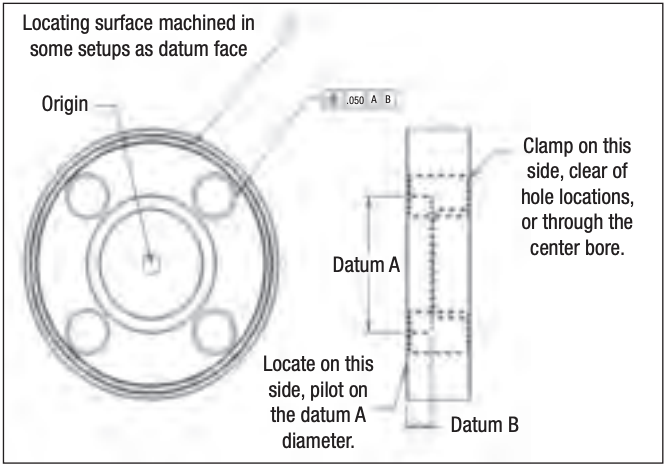
Geometric dimension and tolerancing for a part with four holes drilled around a center bore. Locating surface is machined in the same setup as the datum face. The part should be clamped on the turned face shown by crosshatch parallel to datum B and centered to datum A.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion