Bad parts? Check the tailstock
Every lathe and grinder operator has, at one time or another, struggled with workpieces that are out of round, tapered or have poor finish.
Every lathe and grinder operator has, at one time or another, struggled with workpieces that are out of round, tapered or have poor finish. The “quick fix ” is typically replacing centers. The more involved fix requires replacing spindle bearings that appear to have failed prematurely. In either case, the problem goes away initially, only to reoccur a short time later.
In time, and after needless downtime and material and labor costs, it will become obvious that these measures are treating the symptoms, not the root causes of rejected parts. For the purposes of this column, let ‘s assume the cutting tools or grinding wheel are appropriate to the task, that the workpiece center hole is appropriately sized, and the center (live or dead) is suitable for the machine and load.
Without those issues as possible culprits, what’s left are the two basic factors that control part quality in turning and grinding applications: machine alignment and rigidity.
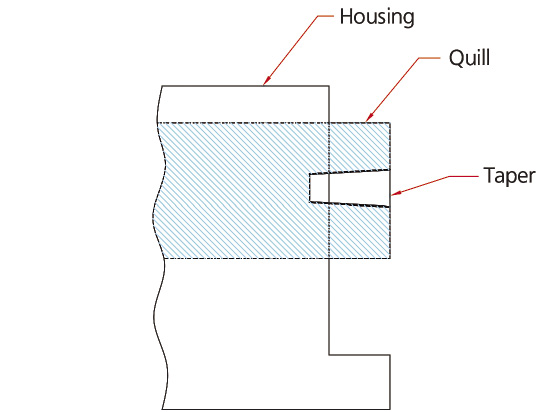
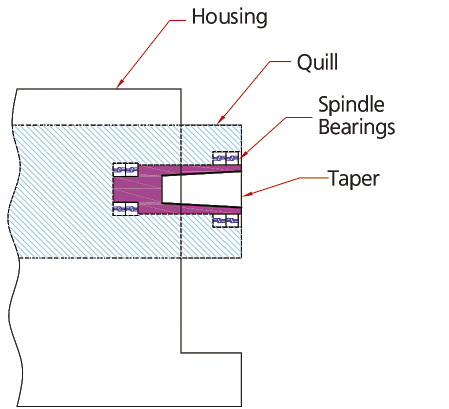
Figure 1. Dead tailstock. Figure 2. Live tailstock.
Machine alignment can be a maintenance issue, and maintenance personnel should ensure the headstock and the tailstock are properly aligned. Trained operators can make adjustments for taper if the machine allows such changes.
Rigidity is defined as a machine ‘s ability to hold a workpiece solidly on center. A lack of rigidity is by far the most common—and the most overlooked—cause of bad parts. Several machine components either contact the workpiece directly or affect the accuracy (concentricity) of its rotation.
The headstock, with its large size and heavy bearings, is not typically the root cause. The tailstock, however, is usually smaller and therefore the more likely source of trouble. Specifically, wear and tear on critical components of the tailstock can be the root cause of poor rigidity.
Dead tailstocks consist of a housing and quill with a mounting taper (Figure 1). The taper is commonly a Morse taper, but Jarno and Brown & Sharpe tapers are found on some machines. Live tailstocks add a rotating spindle with bearings to the assembly (Figure 2). Lathes with dead tailstocks require a live center while live tailstocks require a dead center. Because grinders rotate at lower speeds, they may employ live or dead centers in either style of tailstock.
When dead tailstocks are sent in for repair, the mounting taper is inspected first. The center must fit snugly—the industry standard requires a minimum of 90 percent contact between the taper shank and the mounting taper, with minimal gaps or constrictions. Excessive wear is a primary reason when centers don ‘t fit firmly.
Properly done, bluing the ID with a taper gage will highlight out-of-roundness or other visible damage to the taper (Figure 3). The bluing should be at least 90 percent visible on all surfaces. Any large gaps or heavy bluing are sure signs of a deformed taper.
Even if the taper is in poor condition, it is a good practice to make further checks. The runout between the taper ID and the quill OD should be measured to ensure alignment is within specifications. This is a check for concentricity to ensure that the taper is centered exactly within the quill. Finally, the quill OD and the housing ID should be checked for size and roundness. It is critical for the quill to fit properly in the housing.
Inspection of live tailstocks includes all the previous steps, but the rotating spindle adds another layer of complexity. The spindle is a primary load-bearing element and should be checked for visible damage, such as wear and cracks. The bearings journals should be scrutinized for wear, size and concentricity. The quill’s ID needs to be carefully inspected for size and roundness to ensure the new spindle bearings will fit properly. The key word in all these checks is “fit.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion