Advanced metalworking fluid filtration aids finer finish
As demand grows for finer surface finishes and tolerance specifications become tighter—and competition continues to intensify—parts manufacturers are adopting advanced fluid…
As demand grows for finer surface finishes and tolerance specifications become tighter—and competition continues to intensify—parts manufacturers are adopting advanced fluid filtration technologies to achieve their machining and grinding goals.
“The fit and finish on some of the products, you can’t even imagine,” said Fred Poppe, product manager for Ebbco Inc., New Baltimore, Mich. “If you don’t have the right filter, you cannot grind the proper surface finish.”
He added that the company offers fluid filtration equipment that removes particles from 0.5µm to 250µm, as well as prefilters, such as magnetic separators and drag-out devices.

A bearing plant filters fluid with a central vacuum-filter system from Eriez Hydroflow. Image courtesy of Eriez Hydroflow.
The needed level of filtration depends on the application, according to Tom Cassese, director of sales for Eriez Hydroflow, Erie, Pa. He said that removing particles from 15µm to 20µm is frequently the target when machining and 5µm to 10µm is common when grinding. For honing and other fine-finishing applications, 3µm to 5µm is often suitable.
Compared to filtration systems purchased, say, a decade ago, many end users are willing to pay a 40 to 50 percent premium to achieve finer filtration and finishes, Cassese said. The higher price can result from replacing a settling tank, which just separates particulate from coolant, with a system that actively removes particulate. “Today, those same people are buying true filters because they need to get down to 10µm.”
The up-front cost is higher, but savings are soon realized.
In his book Coolant Filtration, manufacturing consultant James J. Joseph emphasized that cleaning coolants reduces costs. “Many times an organization is pleasantly surprised because the investment for coolant filtration turned what started to be a financial liability—because of costs of cleaning coolants for disposal—into a financial asset, because of the savings realized by recirculating clean coolant,” Joseph wrote.
Joseph stated that clean coolant reduces costs by improving two main operating areas: product quality and tool life. Constantly applying clean coolant allows the machining process to maintain its performance close to the original design parameters. Meanwhile, the tools are protected from excessive wear, abrasion and heat.
In addition, clean coolant is a critical component in a machine tool’s preventive-maintenance program. Without the constant exposure to abrasive debris, a machine not only looks better but functions better, Poppe noted. One Ohio manufacturer Ebbco worked with was replacing machine spindles on a monthly basis because its metalcutting oil was so dirty. “We put brand-new filtrations systems in. Now they have been running for 2½ years and have not replaced a spindle,” he said.

Ebbco’s media-free coolant management system extends coolant life by combining circulation and evacuation to prevent contaminants from accumulating anywhere in the system. Image courtesy of Ebbco.
Properly filtered metalworking fluid also extends fluid life—sometimes indefinitely, said Irvin Kaage, president of Transor Filter USA, Elk Grove Village, Ill. The company manufactures the One Micron Filtration system, which removes particles larger than 1µm.
“If you have a system that filters to 1µm absolute,” he said about Transor’s system, “that takes out nearly 99 percent of all the dirt that’s in the oil.”
Filter Classification
There are two filter classifications: absolute and nominal. “Nominal means approximately,” Kaage said. “So if you have a 5µm nominal filter cartridge, that means the cartridge, when it is brand-new, might be filtering to 10µm.” Only when the filter starts to collect some dirt does the dirt act as a form of filtration and the size of particles captured starts to become smaller.
He added that absolute filtration provides a highly consistent machining environment. “We are 1µm all the time.”
It’s important to understand the difference between the classifications, but some people question how universal absolute filtration needs to be. “Very few need absolute; 99 percent could live with nominal,” Cassese said. He noted that Eriez Hydroflow offers the option for very fine grinding and superfinishing. For example, it sold a 0.45µm absolute filtration system to a bearing company that employs microscopes in its manufacturing process. “So it’s a little different story.”
 |
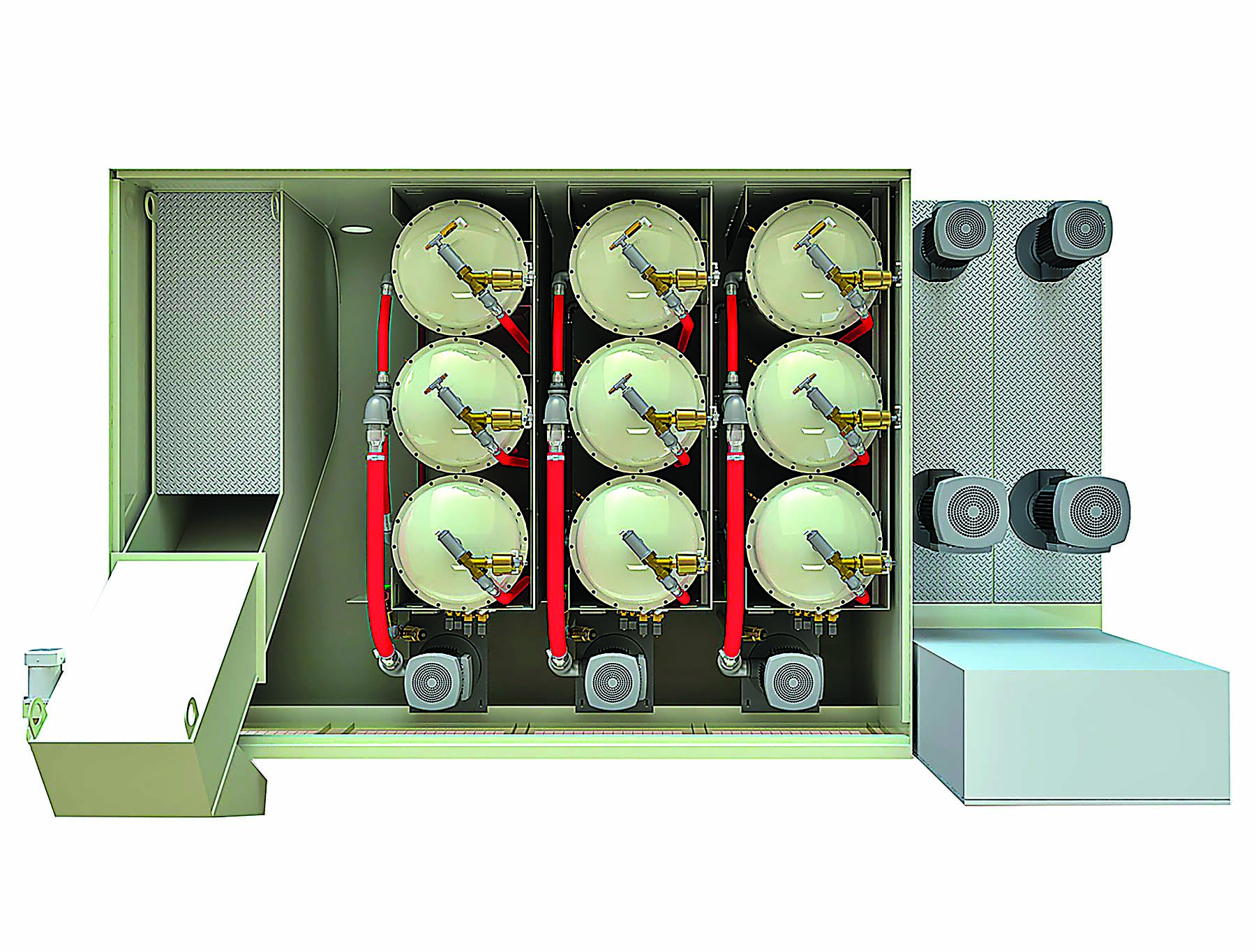 |
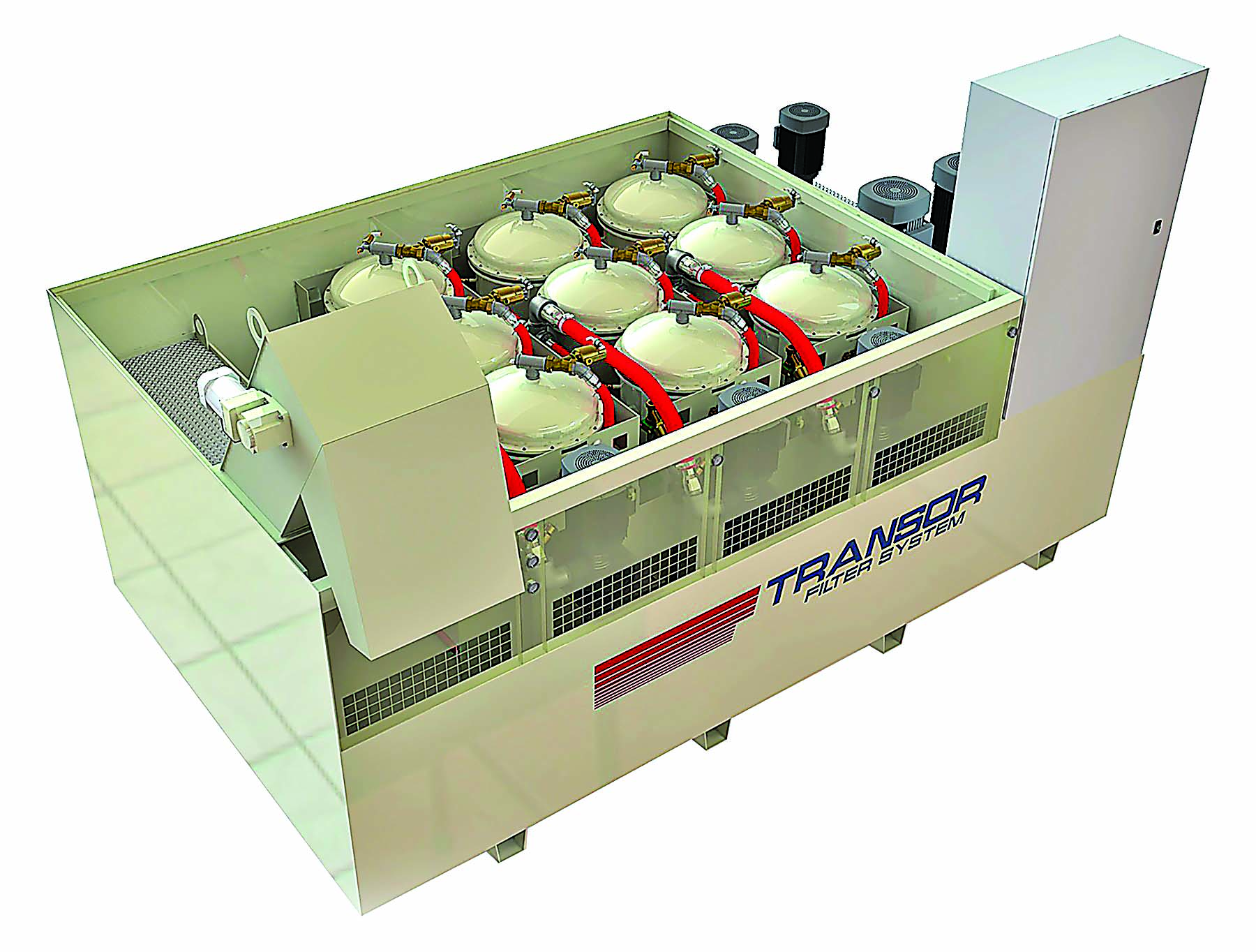
The Transor V-Series provides absolute One Micron Filtration and incorporates a chiller for temperature-controlled oil. Its expandable, modular design enables users to add modules of three filter vessels as their needs grow, within the same footprint. Image courtesy of Transor Filter.
Poppe agreed that nominal is suitable for the vast majority of applications. It carries a lower price tag, with absolute filtration costing as much as four to five times more. Most of the absolute systems he’s developed have been for optical applications, such as television monitors and telescope lenses, he added. “The ceramic industry does not even require absolute filters for most of their products.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



