Abusive grinding
A shop seeks insight from our Ask the Grinding Doc columnist, Dr.
Dear Doc: I just got a report that our pistons are experiencing premature fatigue failure, and some people say grinding is the culprit. Is this possible? The parts are fine going out the door, but crack after 5 weeks in service.
The Doc Replies: Grinding certainly could be a culprit. Depending on the material, if the grinding temperature rises above, say, 400° C (752° F), a hardened-steel piston begins to experience residual tensile stresses. These stresses increase with higher grinding temperatures. The stresses don’t necessarily cause cracking, but they weaken the steel. When that “stressed” material is under fatigue loading, failure occurs after fewer cycles.
If grinding temperature rises even higher, say, to 750° to 850° C (1,382° to 1,562° F), depending on the steel, a phase change in the crystal structure of the steel can occur. This new phase is hard and brittle and a killer in terms of fatigue life.
Figure 1 shows a graph based on work done by researchers Michael Field and John Kahles in 1971 about how abusive, high-temperature grinding conditions negatively impact fatigue part life in 51- HRC 4340 steel.
For example, let’s say the shaft was designed considering a stress of 115 ksi (115,000 psi). That will provide 300,000 cycles until the part cracks under fatigue loading (gray lines in figure). But if you grind the part abusively, inducing high residual tensile stresses, part life drops by a factor of 10, to 30,000 cycles.
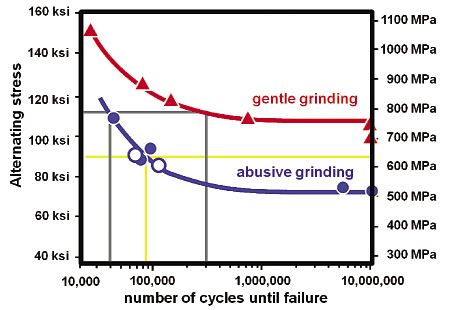
Courtesy of J. Badger
Figure 1. This graph is based on work done by researchers Michael Field and John Kahles about how abusive, high-temperature grinding conditions negatively impact fatigue part life in 51-HRC 4340 steel.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion