
Market changes and mutual dependencies between value creation stages require both new technical and economical solutions. How can companies face these challenges with greater resilience? How can we exploit the benefits of increased cost-effectiveness? These questions are being posed by the transnational ‘EuProGigant’ project that aims to ensure smart, sovereign use of data for production and bring this to Europe.
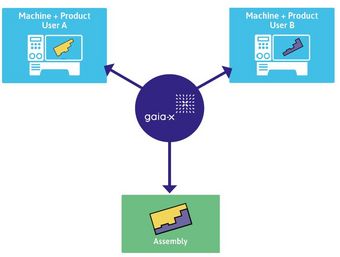
In the “EuProGigant” project, production-related data is identified, extracted and organized. Through Gaia-X (a sovereign data infrastructure for Europe), a data sovereignty rule is established, communication structures are considered part of a European data cloud environment, and these concepts are carried over into the area of production. An initial demonstrator was presented at the Hannover Messe in May 2022, featuring data trading, data sovereignty aspects, and data protection-related issues. This is mapped in the structure, information data, and technical mechanisms. The next step is about projecting this technology onto actual use cases and bringing it into production. WFL is one of the key implementation partners in the project.
To obtain meaningful data, users of WFL machines are part of the consortium. Plasser & Theurer, for example, bought a WFL machine with automation in 2022. The machine is supposed to run without human interference and use process monitoring to move data from the machine to a control level.
The assessments will be made in-house, but thanks to the communication standard Gaia-C, this is set to take place beyond the company’s borders to enable integration in a production network and the exchange of information – on tolerance values, for example. Other machine manufacturers in the consortium include Heller and Arburg. At Heller, a WFL machine is in spindle production, where it performs the essential turning machining process. Arburg has other machines which perform the essential turning/milling processes for hydraulic functions when introducing the subsequent injection molding tools. At the IFT (Institute for production technology) in Vienna, there is an M35, which is used to perform tests and evaluations. The aim is to transfer the results to its partners’ production sites.
Perfect component matching
The M35 Millturn, which is at the IFT at Vienna University of Technology, is integrated into a data communications network as part of a collaboration line. There is also an application/working group called ‘Perfect component matching’. It poses the following questions: How can we ensure that the function of an assembly is guaranteed following the assembly process? How can we influence production steps and assembly processes?
And how can we skillfully bring together finished components with the right join partners so that they meet the functional requirements straightaway? After all, this saves having to perform a goods inward inspection. It saves on infrastructure, as testing infrastructure is used by both suppliers and customers. Ultimately, it speeds up the assembly process. You no longer need to search for the right component or perform rework, as this is considered from the outset in terms of functional fulfillment and fed back to the production steps.
What can we specifically do now to ensure that the right counterpart is found for an existing component? This is a real issue that is currently being performed with manual intermediate or storage work steps. This brings to mind, for example, the recurring grinding of spacer rings, which need to be machined with high precision in the tenths to hundredths of μ range.
Approaches to this are provided using intelligent support in the form of a component matching service. This helps with the batch that is delivered by customer A: do such and such components match the components from supplier B with the exact type number? We already have this information before the parts even reach installation. Accelerated support through digital processes and thereby faster value creation are the clear outputs here.
However, behind it all, there must be a data infrastructure that facilitates this type of service.
A new generation of internet
Everyone knows what the internet is and everyone uses it in a way that couldn’t be more intuitive. With the vision of a joint data infrastructure like the one in the EuProGigant project, simply put, we are experiencing a new generation of the internet. This means an internet that contains a great deal more data and digital services. The search functionality can be used as a kind of web browser. For example, you can search for data from machine manufacturers, such as information about the CO2 assessment. Interfaces provide a connection between computers (peer-to-peer).
The data is available to everyone in this ecosystem. Searches are performed much in the same way as Google: I enter my search term and can use filters as necessary, etc. What makes this system special is the sovereignty.
For EuPro-Gigant, this means that you can always control what you disclose in an interaction. Here we need to pose questions such as: For what purpose should you be allowed to interact with me and for how long? How much influence do I have and what control measures are in place? This sovereignty is ensured thanks to mutual trust.
Faster value creation
In the production industry, lifting off swarf from a workpiece or a finished workpiece is seen as a value-creation process. In other words, whenever energy is used to form things and change their shape and position, thereby giving them new added value. The upstream and downstream processes for logistics, warehousing, and production planning all help to create value. How can these processes be simplified and accelerated? Digital tools are a key part of this, with digitalization being a fundamental requirement for continuing cross-company standards. How can a well-thought-out, standardized process be digitalized using digital tools and then automated?
This has already been implemented with regard to tool, process, and machine monitoring. We know the status of the machine or process at any time and can respond quickly to changes. These are shown immediately, allowing us to ensure the availability of the machine. The quality of the workpiece is checked and ensured. And if it is possible during production, this information can be sent straight to the customer, so that, for example, they then only need to perform the good's inward inspection at random. These areas are accelerated, which is a huge asset.
From testing to implementation
The third milestone was reached in October 2022. It demonstrated that the first throughput phase of the research-related testing has reached a conclusion. The next phase concerns implementation. Together, the aim is to be able to demonstrate concrete successes in implementation, such as with the further development of demonstrators in the area of “perfect component matching.”
These goals need to be active in the machine tool like sensors, for example, so they can therefore close off end tolerances. Corresponding parametric adaptation of the machine to the correct tolerance is therefore possible. The aim is to keep pace with the Gaia-X development and integrate the key experiences into the other working group topics. The knowledge gained from the demonstrator is therefore fully transferred over to the companies.
Contact Details
Related Glossary Terms
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- swarf
swarf
Metal fines and grinding wheel particles generated during grinding.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
- web
web
On a rotating tool, the portion of the tool body that joins the lands. Web is thicker at the shank end, relative to the point end, providing maximum torsional strength.