Article provided by Blaser Swisslube and KAISER Precision Tooling Ltd.
As part of a joint research project, the companies Blaser Swisslube and KAISER have searched for the optimal combination of tool and metalworking fluid for titanium cutting. The results are impressive.
All the lights go out. The race starts. Full throttle. When the 230-hp motor howls, the driver presses on the chunky tank to push the center of gravity forwards. After 2.6 seconds, the speed is 62 mph. And after 5 seconds, the new Suter BMW is already thundering across the asphalt at 124 mph. This driving performance is enough to make any Porsche driver turn pale and is only possible if both the driver and the motorcycle meet the highest requirements. While people train hard to reach this standard, the machine must have a particularly sophisticated execution.
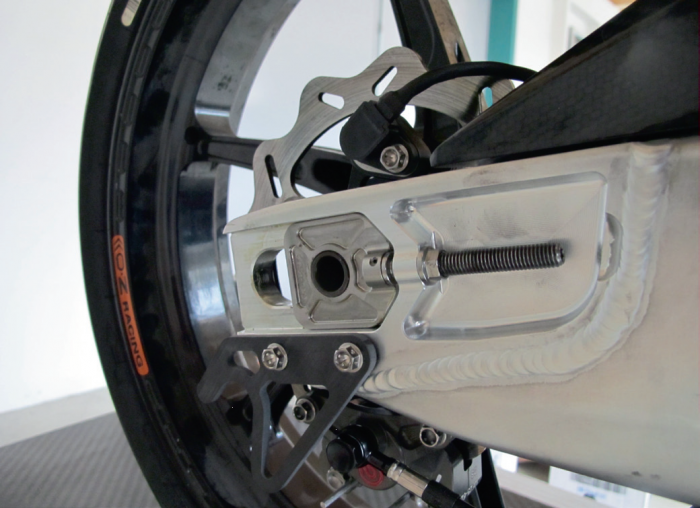
The rear axle of the Moto3 motorcycle; titanium screws and turnbuckles. Photos courtesy of KAISER Precision Tooling
According to Roger Sutter, engineer at the Swiss racing motorcycle manufacturer Suter Racing, the challenge is in building a motorcycle with the right rigidity at a low weight. “For us, every gram counts,” he says. To manage this balancing act, the use of titanium has been inevitable for motorcycle manufacturers. “The strength and light weight is perfect for us,” says Sutter. However, the light metal is also hard to cut. “It is a real challenge to find the optimum components for working with titanium,” he adds.
Hansueli Looser, director of product management at KAISER, takes the same line: “We receive more and more calls from customers complaining about the unacceptably low lifetime of tools used to work with titanium or inconel.” The main reason for this is the occurrence of vibrations. In fact it would be quite easy to change this, adds Looser. He is firmly convinced that the right combination of metalworking fluid and tool could result in a longer lifetime when working with titanium and thus lead to a corresponding reduction in time and tool deterioration. Specifically: Vibration-free tools are required. In combination with the optimal inserts, this enables the balanced use of the insert resulting in reduced wear. This effect is reinforced with the right metalworking fluid, which minimizes friction and provides the necessary cooling. Because little research and publicity has been carried out in this area up until now, the findings are not yet backed by industry as they would like.

Practical testing on over 3,200 sq ft.: the Blaser Technology Center in Hasle-Rüegsau.
A survey by the coolant manufacturer Blaser Swisslube shows that the choice of suitable tool and metalworking fluid only plays a minor role in the purchase of a new machine. This is either because no consideration is given to the significant influence of the metalworking fluid and the cause-effect relationships with the materials and tools, or because their importance in the successful cutting process is underestimated.
According to Christoph Wüthrich, head of the technology center at Blaser Swisslube, metalworking fluid is only of modest importance in the industry. “On the quiet, they are often considered just a necessary evil.”
Sixty employees research Blaser metalworking fluids, five of them in the Technology Center.
Unique Technology Center
To illustrate the importance of this necessary evil in the cutting process, Blaser has set up a Technology Center at its main site in Hasle-Rüegsau, which is unique in this sector. At the 3,200-sq.-ft. site, customer cutting processes are optimized and their own products are tested.
Wüthrich describes the latter as like “searching for a needle in a haystack” because a metalworking fluid consists of many different additives.

Left to right: Hansueli Looser, Christoph Wüthrich and David Stucki.
The Tests
Five approved metalworking fluids and several competing products were selected for the tests at KAISER. Over several months, Blaser and KAISER tested different inserts in combination with these different metalworking fluids.
What emerged was the realization that the selection of the right metalworking fluid has a significant influence
on the lifetime of the insert. So, under favorable conditions, the lifetime of the same insert can increase 15-fold, depending on the metalworking fluid. As suspected, the choice of insert also plays a role. The lifetimes of the tested inserts differed by up to a factor of 20.

In total, more than 1,200 holes were measured and evaluated.
The result is surprising as only inserts recommended by the manufacturers for cutting titanium were used in the tests. The results of the combination of the Blaser coolant B-Cool 755 and the insert 655.389 from KAISER were particularly impressive: This combination resulted in deterioration to the insert of just 0.0008 inches. This was achieved after boring 81 holes with a depth of 2.008 inches and an average speed of 394 sfm, which is high for titanium.

The test tool precision boring head EWN 2-50XL.
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- boring head
boring head
Single- or multiple-point precision tool used to bring an existing hole within dimensional tolerance. The head attaches to a standard toolholder and a mechanism permits fine adjustments to be made to the head within a diameter range.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- metalworking
metalworking
Any manufacturing process in which metal is processed or machined such that the workpiece is given a new shape. Broadly defined, the term includes processes such as design and layout, heat-treating, material handling and inspection.