By Colin Spellacy, Head of Sales, Rösler UK/AM Solutions
Additive manufacturing is not perfect, and one area where significant issues reside is in the surface finish of AM parts as they come out of the build chamber or off the build plate.
Whether plastic or metal, AM-produced parts require primary post-processing processes to remove powder or physical supports. But even then, AM parts are characterized by a relatively poor look and feel, layer steps often being obvious, and surface roughness often being significantly high, which can affect aesthetics as well as functional performance. This means that in most instances, they require secondary post-processing to enhance the surface form and finish.
With a significant part of the cost of a finished end-use AM part being the cost of post-processing, the fight is on to develop efficient, repeatable, and automated AM post-processing technologies. Many companies are working on and researching new bespoke AM post-processes, sometimes with impressive results, but usually restricted in usefulness to particular materials or geometries, and almost all being highly-priced and over-engineered.
Because of this, an increasing number of traditional industry finishing processes are being refined and positioned for the post-processing of additively manufactured plastic and metal parts. Several mass finishing technologies are already used such as vibratory finishing, tumble finishing, shot blasting, and shot peening and chemical smoothing technologies all maintain a foothold.
 A finishing/post-processing solution that is largely neglected when looking at AM parts is wet blasting. Wet blasting is a clean, reliable, repeatable, and accurate process that creates parts with a consistently superior surface finish than alternative processes, and is ideal for parts made using direct metal laser sintering (DMLS) and selective laser sintering (SLS).
A finishing/post-processing solution that is largely neglected when looking at AM parts is wet blasting. Wet blasting is a clean, reliable, repeatable, and accurate process that creates parts with a consistently superior surface finish than alternative processes, and is ideal for parts made using direct metal laser sintering (DMLS) and selective laser sintering (SLS).
Wet blasting
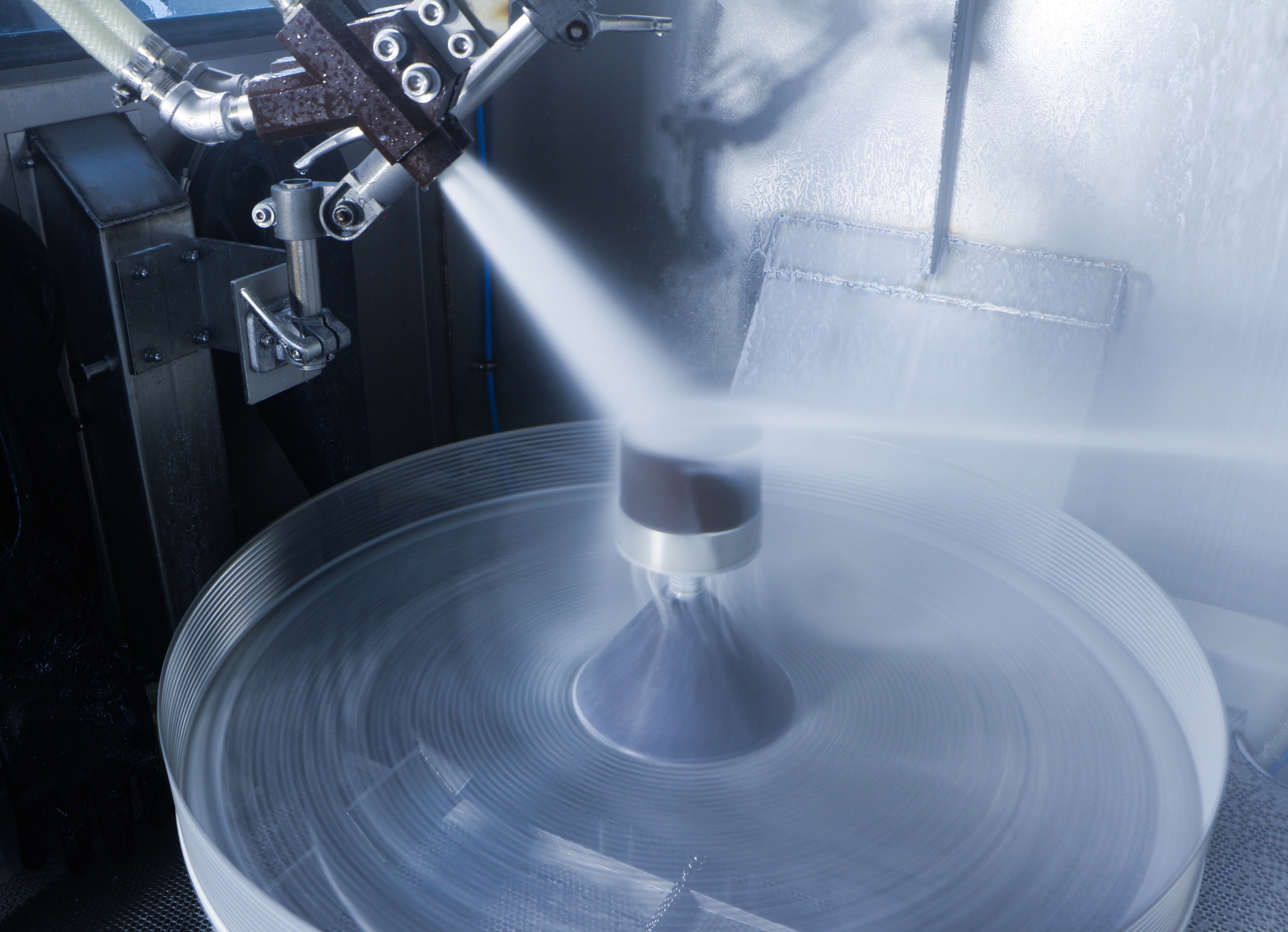
From the family of shot blasting post-processing technologies, wet blasting is what it is called when water and abrasives media work together, and is particularly well suited for the finishing of delicate, precision-produced parts. The process is characterized as being dust free, can use very fine abrasives, uses very low volumes of abrasives due to the protective water layer, and minimizes the risk of embedding (especially for soft metals). It also produces what is perhaps the most important AM post-processed part characteristic, a superior surface finish.
Wet blasting typically sees a mix of between 10-40% abrasive media to water. The slurry is pumped to the blast gun and then accelerated to a high velocity using compressed air through a blast gun nozzle that is directed at the part. The blast media impact on the workpiece creates the desired effect, be that cleaning, surface smoothing, coating preparation, cosmetic surface texturing, or peening.
The process removes powder and supports (from some plastic AM parts) and enhances the surface finish in one, and the use of different media can either promote a cosmetic or functional surface finish. Wet blasting machines can easily be integrated into an automated production line, or used as an isolated stand-alone technology.
Wet blasting advantages
 Wet blasting has benefits for the characteristics of the workpiece itself, but also the processing environment. The over-riding advantage is its gentleness, but also the process produces no dust, which prevents electro-static issues and therefore removes the need to consider ATEX regulations concerning explosive atmospheres. There is also no media impingement using wet blasting, an ever-present problem with dry blasting where media particles can embed in the workpiece surface compromising surface integrity.
Wet blasting has benefits for the characteristics of the workpiece itself, but also the processing environment. The over-riding advantage is its gentleness, but also the process produces no dust, which prevents electro-static issues and therefore removes the need to consider ATEX regulations concerning explosive atmospheres. There is also no media impingement using wet blasting, an ever-present problem with dry blasting where media particles can embed in the workpiece surface compromising surface integrity.
Dry blasting generates significant heat during post-processing which when combined with the high-impact energy of the media on the workpiece can lead to the warping and bending of delicate parts. Wet blasting by contrast is a cooler gentler process that is especially suited to the post-processing of fragile thin-walled parts and components.
When it comes to powder removal on AM parts (even in hard-to-reach internal channels and features) wet blasting immediately washes away anything that is adhering to the workpiece
In terms of surface finish, wet blasting promotes smoother finishes while being more precise, consistent, and repeatable. Finishes are fine and uniform, with a low surface roughness of 100µm Ra being easily attainable. From a cosmetic surface finish perspective, wet blasting creates a smooth matte effect, and the less abrasive nature of the process and lack of warping and bending allows for the attainment of much tighter tolerances.
A key advantage is the versatility of the process, as blast intensities and media concentrations can be easily adjusted to accommodate different materials and different geometric structures to eliminate damage to part form and function. It is usually preferable to source wet blasting equipment from suppliers that have the knowledge and experience to advise on the numerous technical features that combine in a wet blasting process to ensure that you achieve a precise and repeatable result on a wide variety of workpieces.
As previously mentioned, depending on the specific wet blast process, the typical concentration of abrasive media in the slurry ranges from 10 to 40% by volume. Establishing the ideal concentration requires processing trials that are always best undertaken in collaboration with a technology expert.
Wet blasting for AM
Wet blasting is an essential technology for various AM post-processing tasks. Wet blasting cleans the 3D-printed components by removing residual powder and significantly reduces their initial high surface roughness. It is capable of de-powdering and providing general surface cleaning and initial surface smoothing from Ra 25 µm to 1–1.5 µm. The technology makes parts more homogeneous and therefore better prepared for effective mass finishing, which also takes less time once a part has been wet blasted.
On metal AM parts the loosely sintered grains on corners are effectively removed. The wet process eliminates the worry about residual powder containment or sparking during the blasting process.
Wet blasting can be applied to and provide numerous finishes to metal and non-metal parts alike. Different media and different blast intensities customize the surface finish achieved. In addition, many AM parts require coating or painting post-build, and wet blasting creates what is called a “wet out” surface that allows the optimal adhesion of paints or coatings.
Changing media amount and blast intensity allows the effective cleaning and depowdering of a variety of plastic and metal AM parts with wet blasting. Often, AM parts have difficulty reaching internal channels and complex geometries which are not well served by dry blasting technologies but are easily and demonstrably cleaned and completely depowdered using wet blasting.
Summary
While some companies expend huge resources on innovating bespoke post-processing solutions for AM parts, industry is now waking up to the fact that a broad range of traditional finishing technologies can be easily adapted to post-process AM parts.
When looked at through the prism of exacting tolerance attainment, superior surface finish, applicability to delicate and geometrically complex parts, and repeatability, wet blasting is a compelling technology for the post-processing of AM parts and components while remaining adaptable and cost-effective.
Contact Details

Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- lapping compound( powder)
lapping compound( powder)
Light, abrasive material used for finishing a surface.
- peening
peening
Mechanical working of a metal by hammer blows or shot impingement.
- shot peening
shot peening
Cold working a metal’s surface by metal-shot impingement.
- sintering
sintering
Bonding of adjacent surfaces in a mass of particles by molecular or atomic attraction on heating at high temperatures below the melting temperature of any constituent in the material. Sintering strengthens and increases the density of a powder mass and recrystallizes powder metals.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.