Should we continue with classic machining and coolant lubricants, or do dry machining and minimum quantity lubrication (MQL) represent viable alternatives? From a technology point of view, it is important to consider material properties and machine performance, but plant costs, energy and health aspects increasingly need to be included in any assessment of the overall process. Lubrication system manufacturers and scientists commented on these aspects in the first of this two-part series. Part 2 now looks at various machining technologies from the practical perspective of tool and machine manufacturers: a preview of EMO Hannover 2019.
Over 20 years ago, some experts predicted a triumphant future for dry machining. In which areas have dry machining and minimum quantity lubrication become established?
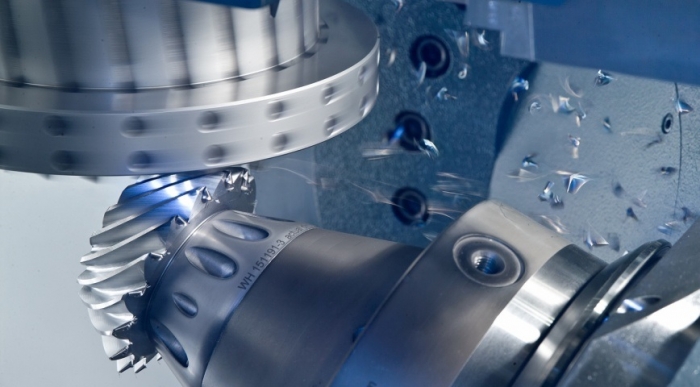
Dry machining has conquered the field of gear manufacturing, as predicted. Photo courtesy of Klingelnberg
Gear hobbing now exclusively dry
"The advantages of MQL over wet machining lie in the lower costs for the cooling lubricant and the elimination of chemical additives in the lubricant. This results in cost advantages, and also fewer adverse health effects for the employees," said Dr. Hartmuth Müller, head of technology and innovation at Klingelnberg GmbH's Hückeswagen production site. The mechanical engineering company, headquartered in Zurich, employs around 1,300 people worldwide and specializes in bevel and spur gear technology.
"The principle behind MQL is based on wetting the rake face. This is easy to achieve with internally cooled tools, while it is not feasible with the complicated tool geometries of gear cutting tools. For this reason, Klingelnberg relies exclusively on dry machining for gear hobbing. We only use MQL when machining cast components for use in engineering," he added.
Tungsten-carbide bar cutting tools are deployed for bevel gear milling. For cost reasons, tungsten-carbide tools are not widely used for spur gear milling; dry-cut PM-HSS hobs are generally used for this purpose. The subsequent hard finishing of gear wheels is carried out – whenever possible – by grinding, using oil as coolant lubricant.
"Dry machining has definitely triumphed in gear manufacturing, as predicted," Müller said. "Thanks to developments in cutting materials and coatings, cutting speeds are up to five times higher than they were with wet machining 20 years ago. Dry machining has not only led to a considerable increase in productivity, but also to cleaner production."

MQL offers several advantages. Photo courtesy of Horn - Sauermann
Cost-efficient and environment-friendly
Hartmetall-Werkzeugfabrik Paul Horn GmbH from Tübingen, Germany, is one of the leading tool manufacturers. "MQL has replaced conventional coolant lubricants in some machining processes," said Managing Director Lothar Horn. "Cooling and lubricating using minimum quantity lubrication offer users a number of advantages. This has led to MQL being used in many machining operations, particularly in series production. This type of cooling reduces the high costs in the maintenance, preparation and disposal of conventional coolant lubricants. In addition, it eliminates the energy costs for the high-pressure pumps and feed pumps required for returning lubricants to the collection basin. In addition, the government is imposing stricter requirements on coolant lubricants with regard to hazardous ingredients. In spite of the advantages of MQL I just mentioned, conventional coolant lubricants are indispensable in production facilities. Many processes – such as drilling, machining of high-temperature alloys, or internal machining with high chip-removal rates – require an adequate supply of conventional cooling lubricant."

The G320 twin-spindle machining center permits efficient production of automotive components. Photo courtesy of Grob-Werke
Planning dry machining correctly
"In Grob machines, dry or MQL machining is used for processes with a geometrically defined cutting edge such as drilling, milling or roughing," said Jochen Nahl, CSO of Grob-Werke GmbH & Co. KG from Mindelheim (Bavaria), Germany. "Typical workpieces are frame structure or chassis parts, combustion engine and drive train components made of aluminium or gray cast iron, and now also turbocharger housings made of highly heat-resistant cast steel. Wet machining is still very much part of the DNA of many companies, yet the share of MQL machines has already increased to 12% in recent years and is continuing to rise, especially for the machining of frame structure and chassis parts."
The family-owned company has a total workforce of around 6,900 employees worldwide and has been a pioneer in the construction of highly innovative production and automation systems for more than 90 years. "The advantages of MQL machining speak for themselves," Nahl added. "Production line investment costs can be lowered and the effort involved in cleaning the workpieces can be reduced significantly. In addition, MQL uses around a quarter less energy compared to wet machining."
Although dry machining is not currently being deployed to the extent that was expected, it is clear that industry is gradually accepting it. "If the benefits are to be reaped, any switch from wet to dry machining should be based on an intelligent strategy and implemented with a competent machine supplier as a partner," Nahl said. "Modern companies are already benefitting from recent positive developments such as temperature compensation, the use of higher air pressure levels, and modular systems that reduce manufacturing costs and avoid unnecessary over-engineering."
Wet machining involving larger quantities of cooling lubricant is still used for the vast majority of machining processes. Nevertheless, dry machining and minimum quantity lubrication are on the advance, especially in special areas such as gear hobbing.
In addition to technological aspects, such as workpiece materials and machine performance, potential cost savings for energy and systems play an important role in selecting the appropriate process. In addition, health aspects, sustainability and stricter legal requirements are being accorded ever greater weight as factors within the overall assessment. Technological advances and detailed knowledge of the cutting edge processes will offer more and more possibilities in the future for safe and (in many cases also) highly productive dry machining and MQL.
Related Glossary Terms
- alloys
alloys
Substances having metallic properties and being composed of two or more chemical elements of which at least one is a metal.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- rake
rake
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.
Author

dax TR – Technik + Redaktion
Dipl.-Ing. Dag Heidecker
Auf dem Scheid 4
42929 Wermelskirchen (bei Köln)
Internet: www.daxTR.de