Article from CNC Software Inc.
The late Jerry Magnuson is a legend in the hot rod racing and aftermarket industry. Extending his love of the sport beyond the track, Jerry and his wife, Maureen Magnuson, started Magnuson Products LLC, Ventura, California, after many years of designing and building supercharger kits for the aftermarket. The company also supports OEMs.
Magnuson designed, engineered, machined and assembled over 32,000 superchargers for Toyota Racing Development (TRD) over a 16-year period of time and continue to build superchargers for many OEMs, such as Lotus, as they have for the last 12 years. Magnuson sold the company to Kim Pendergast in 2010. Both Jerry and Pendergast come from Mid-Western farm families. Maybe that’s why he entrusted his business and legacy to her.

The machining team at Magnuson Superchargers (left to right): Manuel Casasola, William Barton, Miguel Vallin Manzanarez, Kenton Klucker, Erik Perez, Javier Felix, Jesse David and Hubert Gromek.
Superchargers are like air pumps that pump the air forced into the engine to create more horsepower. According to Hubert Gromek, machine shop manager at Magnuson, every little part of the superchargers, down to the most miniscule component, is important. That is why, after many years of outsourcing various machining processes, experiencing longer lead times and, at times, substandard quality, the shop invested in eight CNC mills and three lathes, and four seats of MastercamCAD/CAM software from CNC Software Inc., Tolland, Connecticut, to power the operation. Today, nine machinists help churn out roughly 3,000 to 4,000 parts per month; 80% to 90% of all products are produced in-house in two shifts per day. Gromek, who has been with Magnuson for more than 17 years, working from the ground up, eventually became the machine shop manager four years ago. He is the only full-time programmer but is training his shop supervisor in mill and lathe programming.
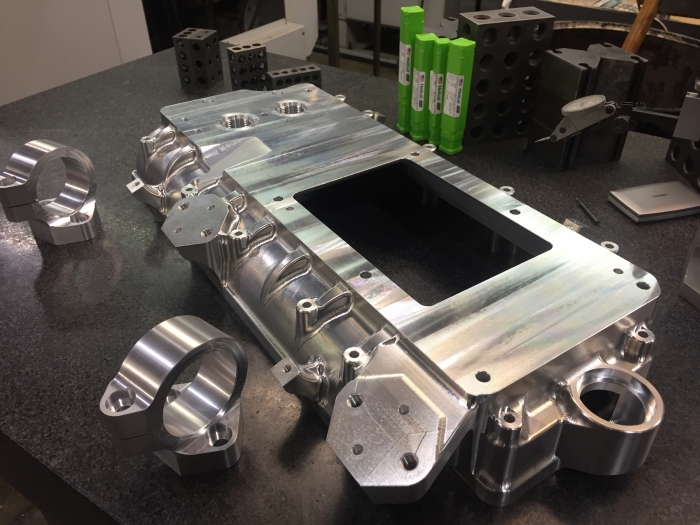
The finished TVS 2650 6061 aluminum billet supercharger lid and manifold shows two billet brackets in the front, which became full production parts.
Cast 328 and 356 aluminum comprise the majority of parts manufactured at Magnuson. Made of sand-casted aluminum, they range in size from small brackets to full housings for big upper and lower manifolds that can be as large as 22"x17". They are intricate in terms of port design, flanges that must be super flat and O-ring grooves in various iterations. It’s the latter that posed Gromek one of his earliest challenges as a programmer and a machinist. Engineering, with whom Gromek works closely, started designing dovetail O-rings and he had a hard time finding a tool that could do the kinds of dovetails they needed. His tooling distributor suggested the Harvey Tool dovetail cutters from Harvey Performance Co., Rowley, Massachusetts.

A selection of Helical endmills from Harvey Performance.
“The Dovetail O-ring is tricky. You have to rough out the slot with the smaller endmill. Some of these could be a nice short little O-ring or some can go around the entire sealing flange of a pretty decent size lid. The ones we mainly use are the 0.093" so it’s a 3/32nds endmill – pretty small – and when we have to go all around the sealing flange of a supercharger system, the run times get pretty long when roughing these O-rings,” said Gromek. He is now able to rough out material and then go back in with a dovetail tool to achieve a good finish and evacuate chips effectively. “I couldn’t get the performances and finishes with the old tools. When my tool reps suggested these endmills it made a huge difference. Being able to speed everything up, I was able to double the feed rates and, with Mastercam, I can program where the entry hole is and where the exit hole is, which is more efficient.”
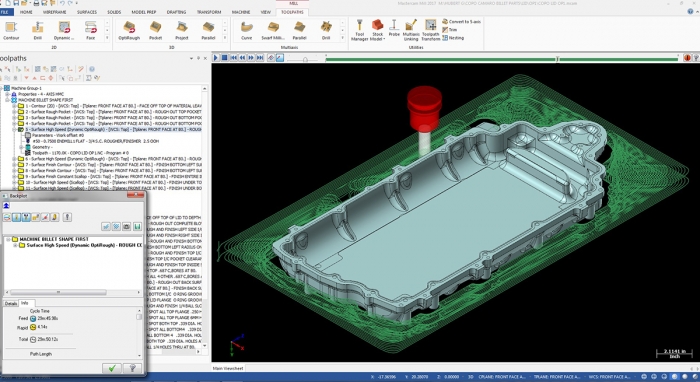
This 6061 aluminum billet supercharger manifold fits the TVS 2650 supercharger for Magnuson’s Camaro racecar. Gromek used the Dynamic OptiRough toolpaths to remove the material quickly. After the roughing operation, he used 3D Surface Contour and the Pencil toolpath to help smooth the inside.
Gromek uses standard contour toolpaths to program the O-rings. He programs a circle helix bore toolpath for the entry hole; rather than plunging into the material and clogging up the tool, the helix bore “helixes” down to create the first starting hole. He then programs a standard contour toolpath to profile the circle toolpath.
“You can pick your start and end points,” noted Gromek. “You can just click the center of the radius where you want to plunge the tool and it works well. I have many toolpaths to choose from.”
Every type of supercharger has some sort of sealing flange, whether it’s the front inlet that seals to the housings, requiring an air-tight seal, to the front of the housing where air enters the supercharger. Every one of these has an O-ring seal around it. Also to be considered is the supercharger itself, how it seals to the intake manifold and the O-ring groove around it that helps create a seal when it bolts to the lid. The lower manifold that seals to the heads on the engine also has an O-ring seal on the bottom that requires a perfect air-tight seal.

This pair of TVS 2650 drive covers were made from 6061 aluminum billet material. These parts are assembled with bearings and seals and a precision ground shaft that drives the supercharger.
“Almost every single part we do has some sort of O-ring groove. There are O-ring grooves that go all the way around a cover that can be as large as 20” x 15”," said Gromek. The right tools and software have saved Gromek considerable time.
The aforementioned sand castings also pose a challenge to the team. They are abrasive and take a toll on endmills. The Helical endmills feature proprietary Zplus coating that holds up to the rigors of machining these abrasive surfaces. “The porosity and abrasiveness of these castings eats up endmills pretty badly and the coating on the endmills seems to hold up very well. I’m getting a lot of tool life out of these. Plus the finishes come out amazing,” said Gromek.
He pointed out that many shops do regrinds but, in his shop, it’s better knowing that when his machinists grab an endmill out of their toolcrib, they know it will work with all of the feeds and speeds, and programs rather than taking chances and extra time reproving out programs. And, according to Gromek, it’s all made a big difference with production times and part quality.
The self-taught programmer said he has evolved most with the software when programming the toolpaths for the company’s master patterns and core boxes. They create the shape inside the large aluminum billets so the foundry can make the cores that go inside the castings. Surface finish is important so that the sand does not stick to the core box. The accuracy of the mold is critical. Gromek used to program a standard pocket routine which took a long time to rough the material out before programming standard toolpaths to finish the job.

The TVS 2650 supercharger from Magnuson Products.
Sean Bellemeur, training manager at Mastercam Reseller CAD/CAM Consulting Services Inc., with locations in Newbury Park and Anaheim, California, showed him how to use Dynamic OptiRough toolpaths to save considerable time. Dynamic Motion, or Dynamic Milling, uses proprietary algorithms programmed into the software to keep the tool constantly engaged with the material, allowing it to cut intricate geometries at higher speeds. OptiRough toolpaths use Dynamic Motion but in a more precise way. The cut uses the entire flute length of the tool, but a small percentage of the tool’s diameter on the first cut, followed by several successive shorter cuts that bring the part into the net shape desired.
“To be able to run at 200 to 300 inches per minute, almost 1" deep with a ½" endmill, just ripping through the material … something that used to take hours to hog out can take maybe an hour,” reflected Gromek. “The finishes and quality of the part have improved.”
Magnuson makes quite a few superchargers for many makes and models of cars and trucks, but the biggest of them all is the new TVS 2650, bigger in size due to the larger rotors, and bigger in scope due to all of the R&D work, flow testing, port development and consulting with race teams have helped take this supercharger to the next level. Magnuson’s superchargers contain rotors made by Eaton’s Performance Products Div., Cleveland. According to Gromek, they make the rotors and the bearing plates on the shafts while Magnuson makes the housings and the rest of the kit.
“We spent a year of testing on this product. The product that we released is the best product on the market in my opinion,” said Gromek.

The Magnuson Camaro racecar.
Gromek said in the housing it’s not a full diameter bore, more like a half moon shape on either side. It was a challenge figuring out how to program an interrupted cut going down the bores and being able to maintain that diameter with no taper, and ending it with a nice finish. “It took some trial and error because of the bigger diameter, and it is a little bit longer. I had to find tools and boring bars that are precise enough to hold that diameter, tolerance and depth tolerance, with no taper, and I had to come up with some new toolpaths to achieve it. We do it on our Mazak horizontal machining center, along with every other type of housing, because we needed the precision and accuracy of that machine to hold down the diameters of that size. Every single housing has O-ring grooves that use Harvey Tool #13993 miniature endmills to rough the groove and #23814 O-ring Dovetail tools to finish the groove."
Mastercam’s tool library also helps shave time and ensure accuracy. “We run a lot of repeat jobs. Tool layout is roughly close. It’s simple and quick to pull a tool out of the library with feeds and speeds already saved. Having the Harvey and Helical tools available makes it even better. It’s literally the exact endmill I’m using,” said Gromek.
Magnuson’s success is due in no small part to its team. “I can’t stress enough the importance of getting the right people in the shop, people who you can rely on to handle the tasks they are assigned with commitment and drive,” explained Gromek. “Being a machinist is not an easy job. It took about four years to put together the right team. It fits us. The team and the team building experience are important.”
To that end, the team assembled once a week for about 60 to 90 minutes to watch Haas "tip of the day" videos and Titans of CNC on YouTube to learn new and better techniques. A few machinists attended the five-day Mastercam mill and lathe programming classes at CAD/CAM Consulting.
This commitment to quality, paired with IATF16949 certification, has taken Magnuson into the direct OEM market. The company has joined the General Motors COPO Racing program, supplying the superchargers to GM factory production racecars.
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- flat ( screw flat)
flat ( screw flat)
Flat surface machined into the shank of a cutting tool for enhanced holding of the tool.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inches per minute ( ipm)
inches per minute ( ipm)
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
- interrupted cut
interrupted cut
Cutting tool repeatedly enters and exits the work. Subjects tool to shock loading, making tool toughness, impact strength and flexibility vital. Closely associated with milling operations. See shock loading.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- toolpath( cutter path)
toolpath( cutter path)
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.