Article provided by Glebar Co.
Founded in 1952, New Jersey-based Glebar has designed and manufactured grinding machines for many different types of metal and other components, ranging from 60- to 80-HRC stainless parts to 0.002"-dia. titanium parts. For one application, an OEM of machine tooling equipment wished to increase output for steel tap blanks used to drill threaded holes as used in the machining and tooling industry.
The customer was previously using an old Cincinnati machine and was only able to manually grind one component at a time, due to lack of automation and other features. In addition to speeding up the throughput time, achieving the exact tolerances is vital in order for the component to create the proper threads.
Solution
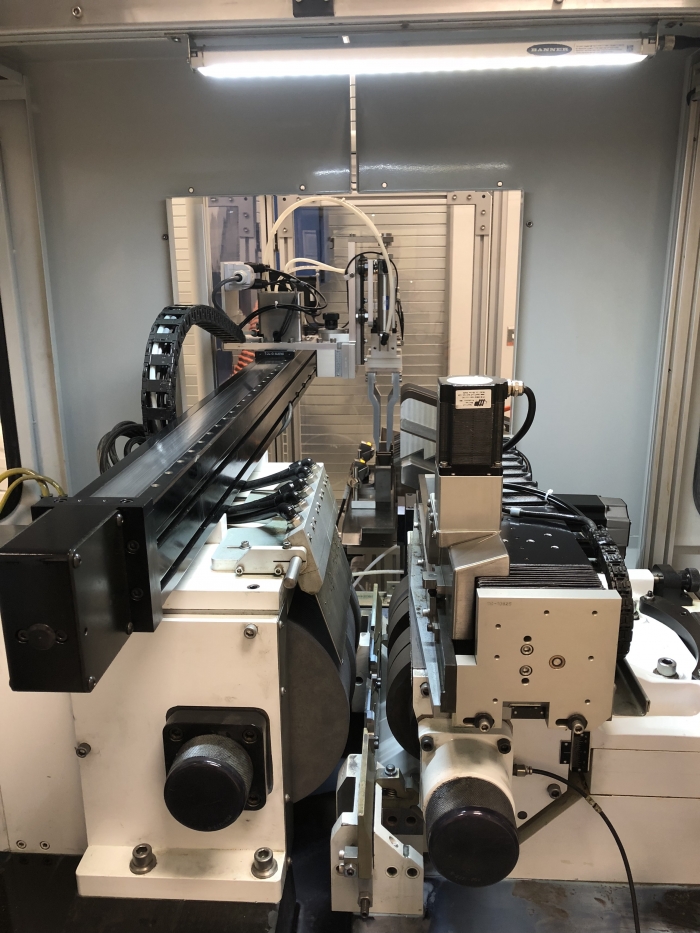
The fully automated GT-610 CNC infeed centerless grinder turnkey solution was chosen to address this challenge. The machine doubled the production output by grinding two parts-per-cycle. The GT-610 CNC’s combination of automated features, such as CNC wheel dressing, independent upper and lower servo slides, quick-change gripper gantry and custom software, allowed this to happen.
The geometry requirements needed to control length to within +/-0.004" and two different diameters to +/-0.00015" with a 0.010" stock removal.
What made the GT-610 CNC the ideal choice to achieve these requirements was in large part its easy-to-operate design and ability to quickly change over the tooling, in under one hour versus multiple hours. The quick changeover can be credited to the twin-grip spindle the work wheel in mounted on. With the Glebar machine, the tailstock is quickly removed, and the operator can simply pull the wheel off of the spindle. Where with the previous machine, the entire wheel housing must be removed and replaced using a crane.
Next, the custom software communicates the data to the CNC dresser and the wheel is shaped automatically, without the use of manual template tracing dresser. Glebar’s in-house software engineers are able to tailor the software to the exact specifications of the customer’s part geometry.
Part adjustment is achieved by the use of Glebar’s automated upper and lower slides, which control the distance of the regulating wheel and the work rest blade in relation to the work wheel. The GT-610's multiple-axis controller can position both grinding wheel slides to a resolution of 0.1 micron (0.000004”). Unlimited part configurations are stored in the robust HMI library.
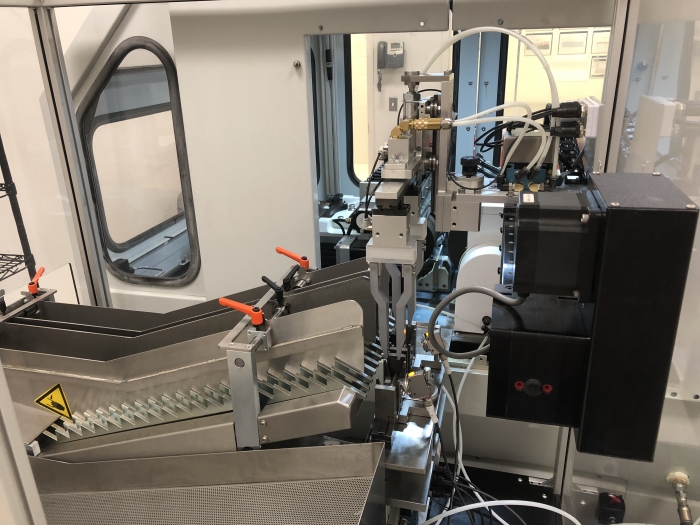
The following process steps were involved in the grind process for the steel tap blanks:
· An automated step feeder stages the parts two at a time.
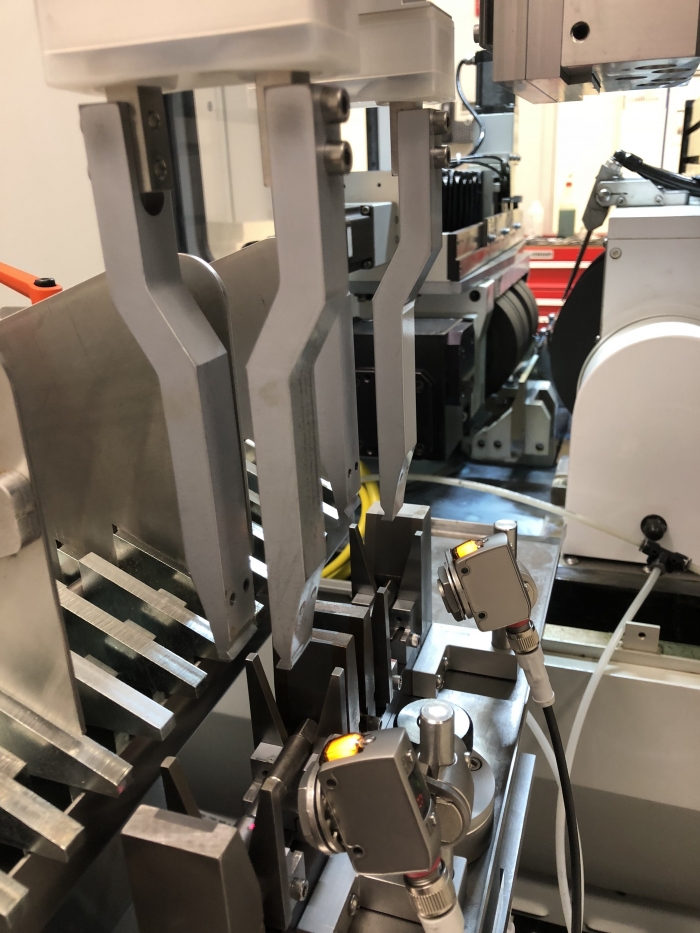
· The overhead pick-and-place gantry handles two parts simultaneously.
· Laser sensors check the part's position.
· Parts are centerless infed ground two at a time.
· Vitrified wheel grinds parts to specification.
· CNC dresser with a diamond roller, ensures the wheel profile is accurate.
A video of this case study can be viewed here: www.glebar.com/case-studies/steel-taps
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- dressing
dressing
Removal of undesirable materials from “loaded” grinding wheels using a single- or multi-point diamond or other tool. The process also exposes unused, sharp abrasive points. See loading; truing.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- micron
micron
Measure of length that is equal to one-millionth of a meter.
- tap
tap
Cylindrical tool that cuts internal threads and has flutes to remove chips and carry tapping fluid to the point of cut. Normally used on a drill press or tapping machine but also may be operated manually. See tapping.