The array of configurations is vast, but angle heads typically serve a common function: eliminate having to perform a separate operation to access a part feature when the workpiece can’t be indexed.
Faced with machining a feature without the ability to position the part so the feature can be reached and not wanting to refixture the part to perform another operation, where do you turn? To an angle head supplier.
“Sometimes there also are constraints based on part geometry or fixturing where you need an angle head to get into an area to do the machining, such as inside a bore,” said Mark Johnson, general manager of OMG North America, Post Falls, Idaho, a provider of multispindle heads, angle heads, turret heads and spindle speeders. “There might be features inside of the bore that you can only access by going inside with an angle head.”

VIDEO
An offset angle head from Koma Precision is used
to cut a keyway in a part ID. Image courtesy Koma Precision.
For more information about angle heads,
view two video sidebars from BIG Kaiser
Precision Tooling Inc. and Koma Precision Inc.
Click here for BIG Kaiser angle head insights.
Click here for Koma Precision angle head insights.
The applications for angle heads include milling, drilling and tapping, and while part manufacturers most frequently use them on 3-axis vertical machining centers, angle heads can also be found on machine tools with five or more axes.
Preben Hansen, president of Heimatec Inc., Prospect Heights, Ill., noted some large parts, such as dies and molds and parts for the energy industry, have numerous internal features, and the machining work is extensive enough to justify purchasing an angle head.
“A blowout preventer is a good example,” Hansen said. “The spindle can’t get in it so you either EDM it or buy an angle head. One of the two.”
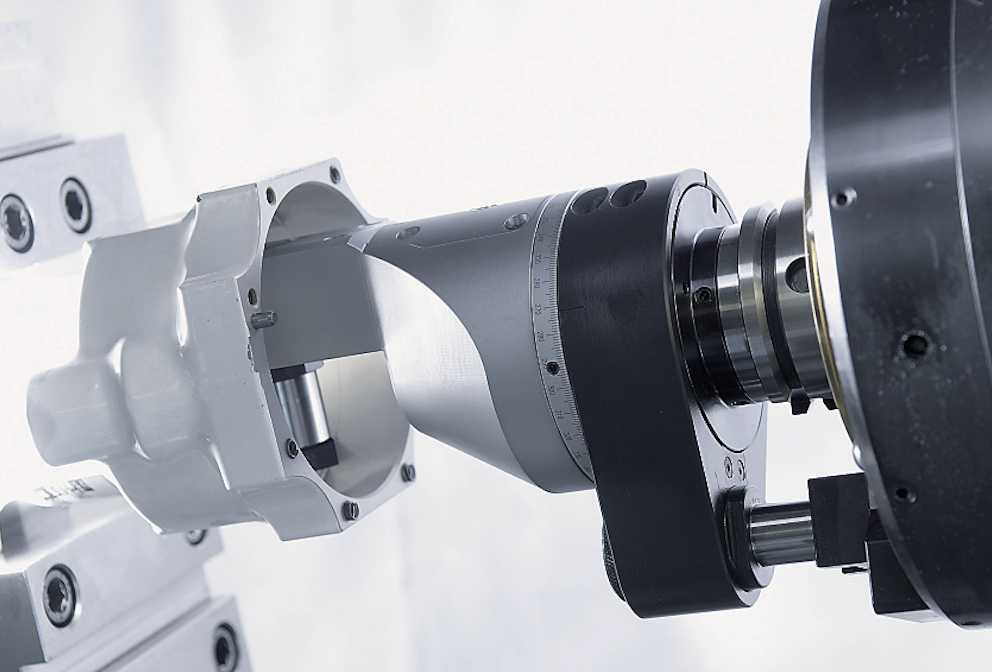
The output of this AGU90 geared angle head from BIG Kaiser can be adjusted in 1° increments, while the entire base is adjustable 360° to provide any compound angle. Image courtesy BIG Kaiser Precision Tooling.
He added that the introduction of advanced 5-axis machines made him think angle heads might become a machining relic. “There is still a good market for angle heads, and we’re expanding our offerings,” Hansen said, noting he’s seeing more requests for angle heads that can access small spaces and that can tackle large workpieces. “We’re developing a broader standard line that will address more of those applications.”
On the small side, Heimatec has angle heads for accessing a hole down to 1" (25.4mm) in diameter.
Even when having 5-axis capability enables machining a part in one setup, a 5-axis machine generally costs more than a 3-axis one, and an angle head/3-axis machine approach often allows jobs to be done at a lower cost.
“Instead of buying a machine that has that articulating head, they’re going to buy a 3-axis machine and a $8,000 to $10,000 angle head and end up with a machine to essentially do the part the same way with significantly less cost,” said Frank Cerrito, general manager for Koma Precision Inc., East Windsor, Conn.
The lower-cost machine might not last nearly as long, but the equipment can be amortized for the length of the job. “They have a project that’s going to go for a year, they buy a machine and make it last for a year and then they’re done with it,” Cerrito said.
ATC vs. Flange-Mounted
Angle heads are typically swapped in and out of a machine tool spindle via an automatic toolchanger. “Our heads are designed to go through the toolchangers of most machining centers,” said Alan Miller, engineering manager for BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill. That includes specials, which are generally for the automotive industry and are set at a specific angle for a long production cycle.
In addition to fixed-angle heads, which are usually at a right angle, BIG Kaiser, like others, offers standard universal angle heads that are infinitely adjustable from 0° to 90°. “The angle heads can be positioned in any degree radially,” Miller said, “so you can make whatever compound angle you need.”

OMG offers the QuadBlock system, which has three face-to-face pin
contacts and a torque arm, for its angle heads, such as this
36-kg (79.4-lb.) one for milling a cast iron pump body.
Image courtesy OMG North America.
He added that an adjustable angle head provides the versatility to position the head instead of the part, but is typically only for light-duty applications, such as finish milling and drilling.
When an angle head must be too long or heavy that it can’t rely on a pull-stud mechanism for use in an ATC, the angle head is flange-mounted, or bolted, to the spindle face of a machine. “Some of these tools can weigh 100 lbs.,” Heimatec’s Hansen said, adding that lengths for specials can be up to 30" (762mm).
When flange mounting is needed, Hansen explained that an angle head manufacturer must obtain a spindle face drawing from the machine builder to determine the bolt-hole patterns already on the machine and build a head to match that configuration. “You can’t be drilling and tapping holes in the machine spindle face,” he said. “A hundred percent of the time it would need to be a special head.”

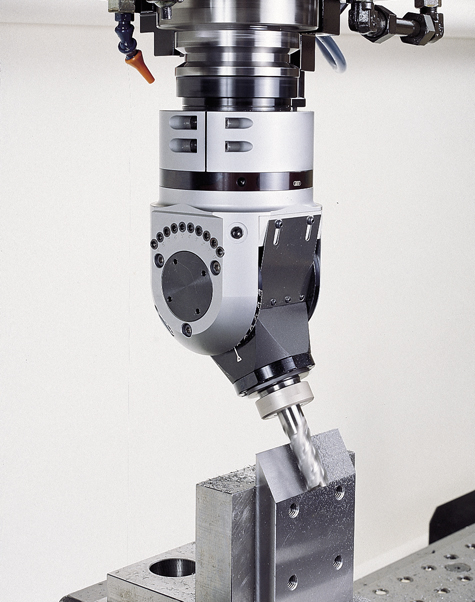
The Slender Drive fixed 90° angle head from BIG Kaiser has a modular design, where different output heads can be employed to provide the required clearance and reach into bores as small as 1.181". Image courtesy BIG Kaiser Precision Tooling.
However, those types of extreme applications are rare. “We sell 100 toolchanger tools to one flange- mount,” Koma’s Cerrito said. “It’s got to be a dedicated machine to do one operation only. There’s not that many people who can afford a machine to do just one operation.”
Koma offers Alberti angle head spindles with an arbor this is manufactured from one solid piece of hardened steel that increases resistance to bending stresses by 25 percent.
Sometimes an angle head doesn’t need to be flange-mounted but requires enhanced stability because of potential flexing that can occur, such as when a head is long and the standard torque, or stop, arm is insufficient to hold it in place when the cutting pressure is high. For those applications, Heimatec and others offers a three-point support system. Hansen explained that three pins, including the stop arm, are attached to an angle head, 120° apart around the circumference of the taper, and the pins press against the spindle face when the ATC places the angle head into the spindle. “It’s kind of in between a regular angle head and a bolt on.”

OMG offers a special adjustable angle head with a BT50 shank, an ABS25 output spindle
and a spindle speeder with a 6:1 ratio. The maximum output speed is 15,000 rpm.
Image courtesy OMG North America.
In addition to its TriBlock system, with one torque arm and two face-to-face pin contacts, OMG offers the QuadBlock arrangement. Johnson said the QuadBlock is essentially the same as the TriBlock, but it has three face-to-face pin contacts. “The idea with those is to provide a more stable, more rigid installation, especially for doing heavier milling work.”
Although it’s not possible for either system to go through an ATC, Johnson added that it is possible to pick a head up from a cradle positioned on the work table. “You wouldn’t necessarily have to load it by hand,” he said.
Drive Time
Although an angle head can be driven by coolant, such as Titespot angle heads from Eltool Corp., the vast majority are gear-driven and can reach speeds up to 15,000 rpm or higher when outfitted with a spindle speeder.
Another option is a constant-velocity (CV) joint from BIG Kaiser. “The direct drive of that CV joint gives you very rigid spindle output,” Miller said. “You can drill more accurately, rigid-tap and mill much more efficiently.”
He added that an angle head with a CV joint is about 25 percent lighter and costs about 15 percent less than a comparable geared angle head. It’s available on an adjustable series of heads, but instead of being able to go from 0° to 90°, it will only swing from 0° to 30°. “That’s due to the limitations of that CV joint,” Miller said.
However, most angled applications fall into the 0° to 30° range, according to Miller. “Fully adjustable from 0° to 90° at any degree is a little more specialized.”

Facemilling is one application for which angle heads are suitable. Image courtesy Koma Precision.
As parts continue to become more complex, so have angle heads, with end users requiring more specials to achieve the complicated application requirements. Cerrito noted 80 to 90 percent of Koma’s angle heads used to be standard offerings compared to about 60 percent today. “Pretty much every special we do has to do with a physical requirement for fitting it into the part,” he said. “Whether it has to come close to a wall or bottom feature or reach past and around something, they just can’t get to it straight on.”
He added that each application requires a significant amount of information to determine which angle head, whether a standard, special or modified standard, will do the job. And while online ordering has helped streamline the process, it doesn’t stop there. “We do have online forms that the customer can fill out to get us started,” Cerrito said, “but pretty much every time we have to contact the customer and make sure we have the right head for the application.”
OMG’s Johnson concurred. “If someone asks for a large angle head on a small shank, we really have to find out exactly what the customer is looking for, because sometimes people try to spec something that is oversized for the machine they plan to do the work on. It’s important to get all the information from the customer to be sure we give them the right angle head for the job.”
About the Author: Alan Richter is editor of CTE. Contact him at (847) 714-0175 or [email protected].

Making right-angle heads more flexible
When a parts manufacturer purchases a right-angle head, it’s usually not for a dedicated production operation. To allow a standard ER-output live tool to accept various adapters for different applications, Heimatec Inc. offers the U-tec flexible adapter system on its right-angle heads. This lets users quickly changeover tools on almost any lathe or mill, using a single live tool, without having to commit to a quick-change system on the initial purchase.

Heimatec offers the U-tec flexible adapter system for all major
turning machines on the market. Image courtesy Heimatec.
“Customers often want to do different things when they invest in an expensive tool like that,” said Heimatec’s Preben Hansen, “so we have a changing system built into it.”
This enables a user to take the ER collet out and put in, for example, a side-lock holder, an extension or a facemill, shell mill or endmill adapter, without the need to install a completely new base. “You can even do a drilling and tapping application with the same tool,” Hansen added. “You stop the program and change the insert instead of buying two angle heads.”
He noted the adapter system is especially beneficial to users doing deep-hole drilling with extended tools because of its rigidity and quick-change capabilities.
—A. Richter
Contributors
BIG Kaiser Precision Tooling Inc.
(888) 866-5776
www.bigkaiser.com
Heimatec Inc.
(847) 749-0633
www.heimatec.com
Koma Precision Inc.
(800) 249-5662
www.komaprecision.com
OMG North America
(866) 440-8519
www.omgamerica.com
Contact Details

Contact Details
Contact Details
Contact Details
Related Glossary Terms
- arbor
arbor
Shaft used for rotary support in machining applications. In grinding, the spindle for mounting the wheel; in milling and other cutting operations, the shaft for mounting the cutter.
- automatic toolchanger
automatic toolchanger
Mechanism typically included in a machining center that, on the appropriate command, removes one cutting tool from the spindle nose and replaces it with another. The changer restores the used tool to the magazine and selects and withdraws the next desired tool from the storage magazine. The changer is controlled by a set of prerecorded/predetermined instructions associated with the part(s) to be produced.
- centers
centers
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- collet
collet
Flexible-sided device that secures a tool or workpiece. Similar in function to a chuck, but can accommodate only a narrow size range. Typically provides greater gripping force and precision than a chuck. See chuck.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- electrical-discharge machining ( EDM)
electrical-discharge machining ( EDM)
Process that vaporizes conductive materials by controlled application of pulsed electrical current that flows between a workpiece and electrode (tool) in a dielectric fluid. Permits machining shapes to tight accuracies without the internal stresses conventional machining often generates. Useful in diemaking.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- facemill
facemill
Milling cutter for cutting flat surfaces.
- facemilling
facemilling
Form of milling that produces a flat surface generally at right angles to the rotating axis of a cutter having teeth or inserts both on its periphery and on its end face.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- inner diameter ( ID)
inner diameter ( ID)
Dimension that defines the inside diameter of a cavity or hole. See OD, outer diameter.
- lathe
lathe
Turning machine capable of sawing, milling, grinding, gear-cutting, drilling, reaming, boring, threading, facing, chamfering, grooving, knurling, spinning, parting, necking, taper-cutting, and cam- and eccentric-cutting, as well as step- and straight-turning. Comes in a variety of forms, ranging from manual to semiautomatic to fully automatic, with major types being engine lathes, turning and contouring lathes, turret lathes and numerical-control lathes. The engine lathe consists of a headstock and spindle, tailstock, bed, carriage (complete with apron) and cross slides. Features include gear- (speed) and feed-selector levers, toolpost, compound rest, lead screw and reversing lead screw, threading dial and rapid-traverse lever. Special lathe types include through-the-spindle, camshaft and crankshaft, brake drum and rotor, spinning and gun-barrel machines. Toolroom and bench lathes are used for precision work; the former for tool-and-die work and similar tasks, the latter for small workpieces (instruments, watches), normally without a power feed. Models are typically designated according to their “swing,” or the largest-diameter workpiece that can be rotated; bed length, or the distance between centers; and horsepower generated. See turning machine.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- modular design ( modular construction)
modular design ( modular construction)
Manufacturing of a product in subassemblies that permits fast and simple replacement of defective assemblies and tailoring of the product for different purposes. See interchangeable parts.
- shank
shank
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
- tapping
tapping
Machining operation in which a tap, with teeth on its periphery, cuts internal threads in a predrilled hole having a smaller diameter than the tap diameter. Threads are formed by a combined rotary and axial-relative motion between tap and workpiece. See tap.
- toolchanger
toolchanger
Carriage or drum attached to a machining center that holds tools until needed; when a tool is needed, the toolchanger inserts the tool into the machine spindle. See automatic toolchanger.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
