Using tool center point control
Making the leap to five-axis machining can be intimidating. If you're ready to dive in, make sure to take full advantage of tool center point control and tilted work plane commands.
Making the leap to five-axis machining can be intimidating. Luckily, five-axis machine tool builders and controller manufacturers have developed tools to make the leap a bit easier. One of those tools that has been around for quite some time is tool center point control.
Before we dive into what tool center point control is and why it’s important for five-axis machining, let’s consider how we would set up a three-axis job. We would set our tool lengths on the controller, set our work offset and run the program. Simple, right?
Now consider a five-axis job. We would set our tool lengths on the controller, set our work offset and run the program just like we did on our three-axis machine, correct? Not so fast. When setting up a five-axis machine, there’s a lot to be mindful of. Depending on the kinematic configuration of a machine, the introduction of rotary motion can affect tool length offsets, work offsets or both.
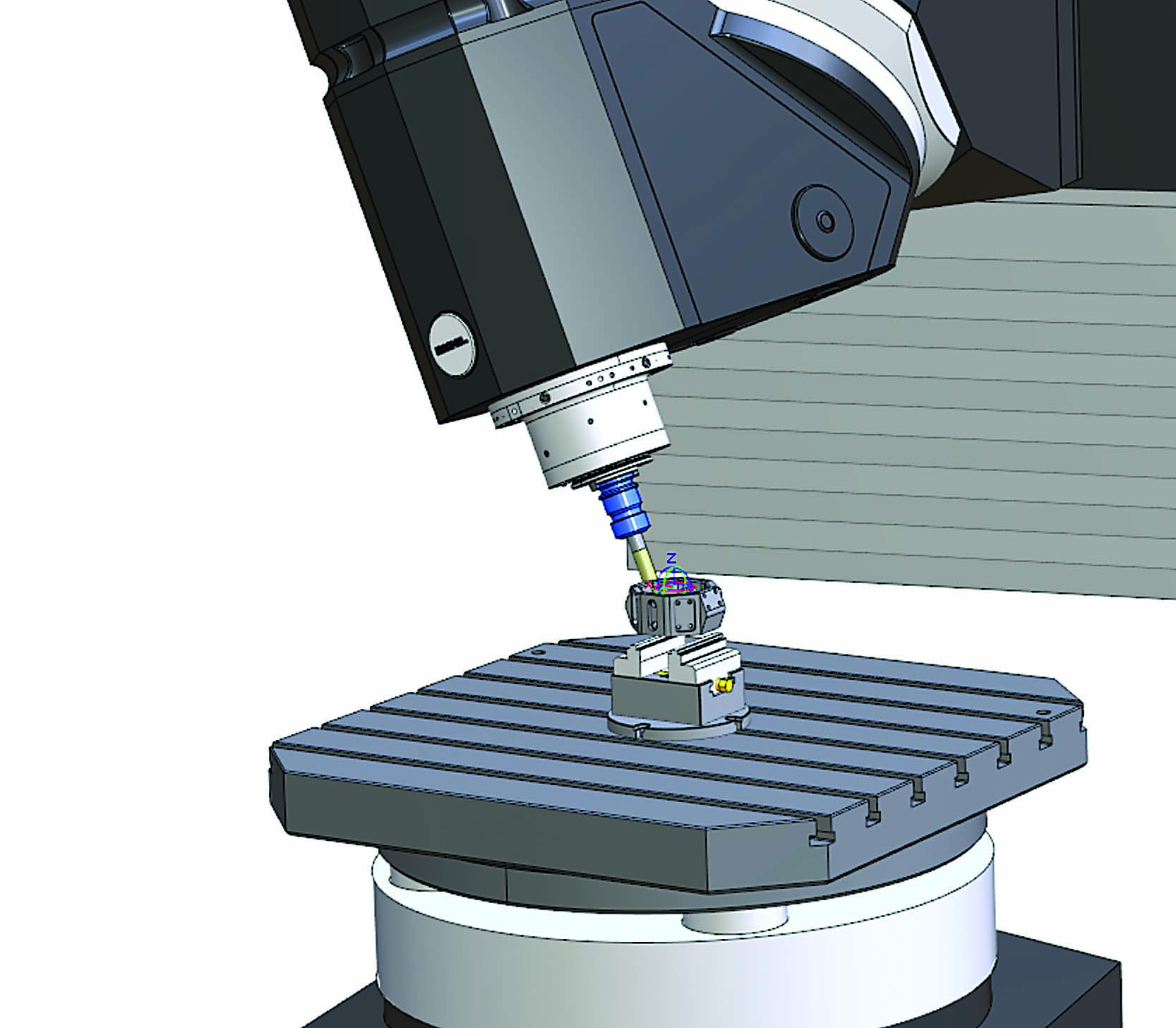
Tool center point control and tilted work plane commands use kinematic data on a machine’s controller to ensure that work offsets and tool lengths are effective at any angle. In other words, these commands account for the kinematic configuration of a machine so users don’t have to. Image courtesy of CAMplete Solutions
That’s where tool center point control comes into play. It and tilted work plane commands use kinematic data on a machine’s controller to ensure that work offsets and tool lengths are effective at any angle. In other words, these commands account for the kinematic configuration of a machine so users don’t have to.
For trunnion-style machines, you used to have to program from the intersection of the tilt and rotary axes to maintain a stationary work offset as a part rotated. Alternatively, if a post-processor supported it, you could enter the location of your work offset relative to the intersection of the tilt and rotary axes so the post-processor could perform the compensation. For tilting spindle-style machines, you used to have to tell the post-processor the gauge length for each tool so the post-processor could account for the difference in effective tool length as the spindle tilted.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion