

Understanding Cutting Equations for Feeds and Speeds
Cutting equations connect speed, feed, diameter, and force so shops can estimate spindle demand and process behavior before they cut metal.
Quick take: Cutting equations matter because they connect feeds, speeds, diameter, force, and spindle demand in one decision framework. This page is most useful when it is paired with tangential-force and calculator references during actual setup planning.
Related references: Understanding Tangential Cutting Force in Milling, Calculated Forces When Turning: Quick Guide, and Formula Resources.
If you are balancing cycle time and quality, verify feed target first, then confirm spindle speed and chip-load compatibility before setting final parameters.
Surface feet per minute, chip load, undeformed chip thickness and chip thinning are familiar shop terms. Over the last few weeks, however, several occurrences in our shop have made me realize there are a lot of metalworking professionals who don’t understand these terms and the calculations that go along with them. Whether you work at a small job shop or a large contract manufacturer, it is important to understand cutting tool calculations and how to use them to help drive significant efficiency gains.
Cutting speed calculations might well be the most important ones. They are easy to use and, with a little explanation, easy to understand. The cutting speed of a tool is expressed in surface feet per minute (sfm) or surface meters per minute (m/min.). Similar to mph for a car, sfm is the linear distance a cutting tool travels per minute. To get a better sense of scale, 300 sfm, for example, converts to 3.4 mph.
Toolmakers recommend cutting speeds for different types of workpiece materials. When a toolmaker suggests 100 sfm, it is indicating the outside surface of the rotating tool should travel at a rate of speed equal to 100 linear feet per minute. If the tool has a circumference (diameter × π) of 12″, it would need to rotate at 100 rpm to achieve 100 sfm.
All images courtesy C. Tate
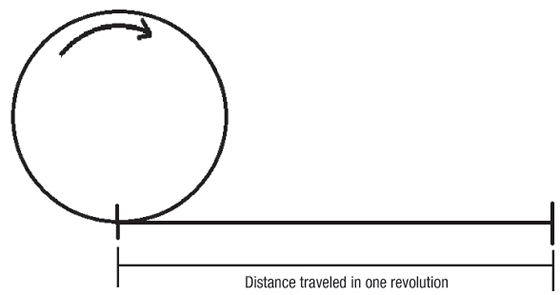
Imagine the cutting tool as a rolling ring or cylinder. The distance traveled in one revolution times rpm is its surface speed. If the circle above had a diameter of 3.82″, the circumference would be 12″. As a result, every revolution would produce a linear distance of 1′, and a spindle speed of 100 rpm would be a cutting speed of 100 sfm.
The following equation is used to calculate spindle speed: rpm = sfm ÷ diameter × 3.82, where diameter is the cutting tool diameter or the part diameter on a lathe in inches, and 3.82 is a constant that comes from an algebraic simplifica-tion of the more complex formula: rpm = (sfm × 12) ÷ (diameter × π).
You can play around with this formula in this Online Calculator
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion