This article provides basic information about the coatings and processes used to coat cutting tools, dies, wear parts and other components. HSS, carbide, tool steels and stainless steels are among the most commonly coated materials.
Physical and Chemical Vapor Deposition
Physical vapor deposition describes a family of coating processes. The most common of these processes are evaporation (typically using cathodic arc or electron beam sources) and sputtering (using magnetic enhanced sources, aka magnetrons, or cylindrical or hollow cathode sources).
PVD processes occur in a vacuum, typically at a working pressure of 10-2 to 10-4 mbar. They generally involve bombarding the substrate to be coated with energetic, positively charged ions during the coating process. In addition, reactive gases, such as nitrogen, acetylene or oxygen, may be introduced into the vacuum chamber during metal deposition. These gases create various compound coating compositions. The result is a very strong bond between the coating and tool substrate.
Image by Alan Richter.
The applications for PVD coatings are constantly expanding. That said, they can be separated into two broad categories: functional and decorative coatings.
Functional PVD coatings are engineered to improve the life and overall performance of a tool or component, thereby reducing the per-part manufacturing cost. An example of a functional PVD coating is TiN on an HSS endmill.
Decorative PVD coatings are deposited to improve the appearance of a part and provide wear resistance. These coatings improve both form and function. An example of a decorative PVD coating is the deposition of a zirconium-based film onto a stainless steel door handle. The resultant brass-colored coating provides better resistance to wear and tarnishing than real brass.
Chemical vapor deposition is an atmosphere-controlled process conducted at about 1,925° F (1,052° C) in a CVD reactor. During this process, thin film coatings form as the result of reactions between various gaseous phases and the heated surface of substrates in the CVD reactor. As different gases are transported through the reactor, distinct coating layers form on the tooling substrate. For example, TiN forms from the following chemical reaction:
TiCl4 + N2 + H2 1,000° C (1,832° F) → TiN + 4 HCl + H2
TiC forms as the result of the following chemical reaction:
TiCl4 + CH4 + H2 1,030° C (1,886° F) → TiC + 4 HCl + H2
The final product of these reactions is a hard, wear-resistant coating that bonds in a chemical and metallurgical manner to the substrate. CVD coatings provide excellent resistance to wear and galling.
Rationale for Coatings
When using PVD or CVD coatings in a tooling application, the primary motivation is simple: to lower manufacturing costs. Users consistently experience longer tool life while also being able to operate at increased speeds and feeds. The savings calculation is easy:
Reduced downtime for preventive maintenance and to change tools
+ increased production rates
+ decreased tooling costs due to increased tool life
= significant, tangible savings.
The savings generated by the use of coatings go right to the bottom line.
Coatings should have some variation in their properties to augment their performance in specific applications. However, two main properties are fundamental to all coatings: high microhardness and lubricity (low coefficient of friction).
The average relative microhardness of PVD and CVD coatings exceed the hardness of carbide. This high hardness gives cutting tools, forming tools and wear components excellent protection against abrasive wear.
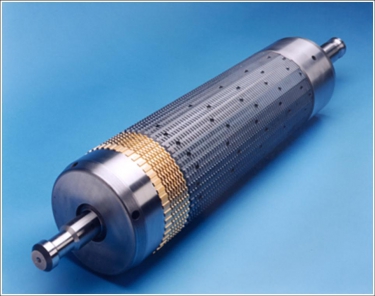
A TiN-coated spline broach. Image courtesy of Richter Precision.
As for lubricity, the coefficient of friction for coatings can be significantly lower than uncoated tool substrates. With forming tools, for instance, this lowered coefficient of friction means the tools exert less force because of reduced resistance.
In cutting applications, reduced friction means that less heat is generated during the machining process, thereby slowing the breakdown of the cutting edge.
In applications involving parts that slide, coatings greatly reduce the tendency of materials to adhere. This reduces friction and allows more unrestricted movement.
Increased Tool Life
A conservative estimate is that a PVD- or CVD-coated tool lasts two to three times longer than an uncoated tool. In some applications, the wear life of a coated tool has exceeded an uncoated tool’s life by more than 10 times.
Matching a substrate and application with an appropriate coating can result in dramatic improvements, but knowing which coating is best for a particular application is challenging. Many variables must be taken into account when choosing the coating process and composition for an application, from the workpiece material and failure mode to the tool substrate, tool tolerances and more.

A die for automotive applications coated via the CVD process. Image courtesy of Richter Precision.
Broadly speaking, when materials and tolerances allow, CVD coatings have proven to be superior to PVD coatings in many applications. The CVD process creates a metallurgical and diffusion-type bond between the coating and the substrate. This bond is much stronger than the physical bond created through PVD processes.
But a potential area of concern with CVD coating is its high processing temperature: 1,925° F. This temperature can limit the use of CVD coatings in some applications because of tolerance concerns.
PVD coatings are suitable for a much wider range of substrates and applications. This is largely due to PVD coatings’ lower processing temperatures—385° F (196° C) to 950° F (510° C)—and average coating thicknesses of 2µm to 5µm. These characteristics, among others, make PVD coatings a better choice for applications in which close tolerances need to be held and for base materials that are sensitive to high temperatures.
For example, an HSS endmill likely would develop problems involving straightness and concentricity if the endmill was put through a CVD coating process, whereas the endmill would be an ideal application for PVD coating. Lower process temperatures mean no distortion will be observed for most materials as long as proper draw temperatures are utilized.
Of course, many other factors may be important to consider when choosing the appropriate coating process and composition. The company that coats your tools or components will be happy to offer guidance.
See also "Benefits of post-coating treatment."
Related Glossary Terms
- abrasive
abrasive
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
- broach
broach
Tapered tool, with a series of teeth of increasing length, that is pushed or pulled into a workpiece, successively removing small amounts of metal to enlarge a hole, slot or other opening to final size.
- chemical vapor deposition ( CVD)
chemical vapor deposition ( CVD)
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
- chemical vapor deposition ( CVD)2
chemical vapor deposition ( CVD)
High-temperature (1,000° C or higher), atmosphere-controlled process in which a chemical reaction is induced for the purpose of depositing a coating 2µm to 12µm thick on a tool’s surface. See coated tools; PVD, physical vapor deposition.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- galling
galling
Condition whereby excessive friction between high spots results in localized welding with subsequent spalling and further roughening of the rubbing surface(s) of one or both of two mating parts.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- high-speed steels ( HSS)
high-speed steels ( HSS)
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
- lubricity
lubricity
Measure of the relative efficiency with which a cutting fluid or lubricant reduces friction between surfaces.
- microhardness
microhardness
Hardness of a material as determined by forcing an indenter such as a Vickers or Knoop indenter into the surface of the material under very light load; usually, the indentations are so small that they must be measured with a microscope. Capable of determining hardness of different microconstituents within a structure or measuring steep hardness gradients such as those encountered in casehardening.
- physical vapor deposition ( PVD)
physical vapor deposition ( PVD)
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
- physical vapor deposition ( PVD)2
physical vapor deposition ( PVD)
Tool-coating process performed at low temperature (500° C), compared to chemical vapor deposition (1,000° C). Employs electric field to generate necessary heat for depositing coating on a tool’s surface. See CVD, chemical vapor deposition.
- stainless steels
stainless steels
Stainless steels possess high strength, heat resistance, excellent workability and erosion resistance. Four general classes have been developed to cover a range of mechanical and physical properties for particular applications. The four classes are: the austenitic types of the chromium-nickel-manganese 200 series and the chromium-nickel 300 series; the martensitic types of the chromium, hardenable 400 series; the chromium, nonhardenable 400-series ferritic types; and the precipitation-hardening type of chromium-nickel alloys with additional elements that are hardenable by solution treating and aging.
- titanium carbide ( TiC)
titanium carbide ( TiC)
Extremely hard material added to tungsten carbide to reduce cratering and built-up edge. Also used as a tool coating. See coated tools.
- titanium nitride ( TiN)
titanium nitride ( TiN)
Added to titanium-carbide tooling to permit machining of hard metals at high speeds. Also used as a tool coating. See coated tools.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- tool steels
tool steels
Group of alloy steels which, after proper heat treatment, provide the combination of properties required for cutting tool and die applications. The American Iron and Steel Institute divides tool steels into six major categories: water hardening, shock resisting, cold work, hot work, special purpose and high speed.
- wear resistance
wear resistance
Ability of the tool to withstand stresses that cause it to wear during cutting; an attribute linked to alloy composition, base material, thermal conditions, type of tooling and operation and other variables.
