Milling metals hardened to 52 HRC and harder with solid-carbide cutters doesn’t require a heavy-duty, high-performance machine tool when a machinist employs trochoidal milling and applies cutting tools with an appropriate substrate, coating and geometries.
Steve Archambault, senior applications engineer at WIDIA Products Group, Latrobe, Pa., explained that trochoidal milling is a technique where the cutting tool, either a solid or an indexable one, takes a light DOC while following a circular motion, enabling users to engage more of the flute length in the workpiece than conventional milling while increasing the surface footage. When machining a 52 HRC workpiece via conventional milling, for example, the surface footage might be 80 to 125 sfm (24.4 to 38.1 m/min.), whereas trochoidal milling can achieve 500 to 600 sfm (152.4 to 182.89 m/min.).

VIDEO

WIDIA demos high-speed trochoidal milling
Despite being a fairly well-established technique, misconceptions about trochoidal milling persist. “A lot of people say it can’t be fast because you’re only in the cut 50 percent of the time, based on the circular motion,” Archambault said. “That’s not true.” This is because a tool might be going one speed when cutting and, as it is coming around to take the next cut, the tool is programmed to go five times as fast while traveling through air. “Eight-five percent of the time you are actually in the cut.”
Although Archambault estimates that trochoidal milling can reduce cycle times by 20 to 30 percent, he emphasized that the bigger benefit comes from extending tool life. In a titanium milling application, for instance, one customer was conventionally milling with the full diameter of a ½" (12.7mm) VariMill solid-carbide endmill. “They were happy with it,” he said. “We tried trochoidal milling and got five times the life on that cutter.”
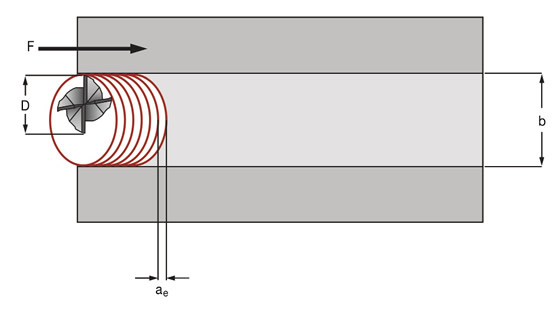
Trochoidal milling a full slot requires a tool that has a diameter (D) approximately 70 percent of the width of the slot (b) being cut, where (F) is direction and the WOC (ae) is approximately 5 to 15 percent of the tool diameter, depending on the material and its hardness. Illustration courtesy WIDIA Products Group.
Archambault noted the VariMill series is effective for trochoidal milling materials as hard as 60 HRC, and the toolmaker recently introduced the 7-flute VariMill II ER. “More flutes makes it even faster.” The ER stands for eccentric relief, in contrast to the primary relief and secondary relief found on most endmills, he added. “It’s one continuous form for the cutting edge clearance. That relief makes the edge much stronger.”
For workpieces up to and above 65 HRC, WIDIA offers Vision Plus solid-carbide endmills. Archambault explained that those tools have a negative rake and an AlTiN coating, allowing them to effectively hard-mill with only an air blast or coolant mist rather than flood coolant because the coating oxidizes at a high temperature and creates a heat barrier. “The coating doesn’t work unless you get it hot,” he said, “and the heat tends to stay in the chip.”
—Alan Richter
Related Glossary Terms
- clearance
clearance
Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
- conventional milling ( up milling)
conventional milling ( up milling)
Cutter rotation is opposite that of the feed at the point of contact. Chips are cut at minimal thickness at the initial engagement of the cutter’s teeth with the workpiece and increase to a maximum thickness at the end of engagement. See climb milling.
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- rake
rake
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.
- relief
relief
Space provided behind the cutting edges to prevent rubbing. Sometimes called primary relief. Secondary relief provides additional space behind primary relief. Relief on end teeth is axial relief; relief on side teeth is peripheral relief.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.