Thrufeed centerless OD grinding: Parameter relationships and troubleshooting
On many work parts, the outside diameter (OD) needs to be highly accurate. Tight tolerances are required for OD size, roundness, high and low frequency lobe patterns and taper. Thrufeed centerless OD grinding can achieve precise part quality at an economical processing cost.
On many work parts, the outside diameter (OD) needs to be highly accurate. Tight tolerances are required for OD size, roundness, high and low frequency lobe patterns and taper. Thrufeed centerless OD grinding can achieve precise part quality at an economical processing cost.
Overview
As the name implies, centerless grinding involves the grinding of cylindrical parts without locating the part on a specific center line between centers. The centerless process is commonly used for high volume production, and it’s also easily used for low volume production because the machine setups are fairly simple.
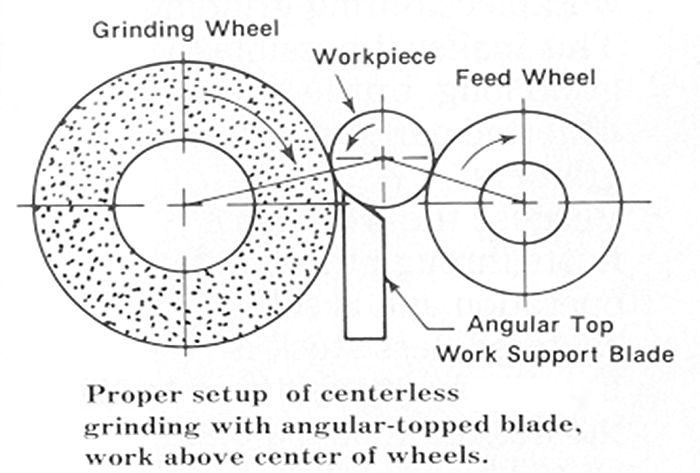
In thrufeed centerless OD grinding the workpiece passes between two wheels, a grinding wheel and a regulating wheel (as illustrated in the diagram below). Both wheels rotate in the same direction, but at much different speeds. The purpose of the grinding wheel is to remove material from the workpiece and improve part OD quality. The regulating wheel acts like a brake, controlling the rotational speed and thrufeed rate of the workpeice. An angular-topped workrest blade supports the workpiece as it passes through the grinder between the grinding and regulating wheels.
The abrasive types used in the grinding wheel are determined by the part material to be ground. Aluminum oxide, ceramic aluminum oxide and CBN grains are typically used to grind ferrous materials. Silicon carbide and diamond grains are typically used on non-ferrous materials. These grains are used in vitrified or resin bonds to make a grinding wheel. Generally vitrified bonds are used to grind “weak” configured parts that may deform when high grind force is applied. Resin bond grind wheels are used to grind stronger parts like bars or solid rollers.
Regulating wheels are made in rubber, plastic or vitrified bonds. Some applications like tapered rollers use special shaped, hardened steel regulating wheels.
Machine Setup Parameters
- Top angle on workrest blade.
- Relationship of the part center height above the wheel’s centerline dimension with the regulating wheel diamond dresser offset dimension.
- The regulating wheel angle of inclination or work feed angle to the regulating wheel dresser angle.
- Entrance/exit guide alignment.
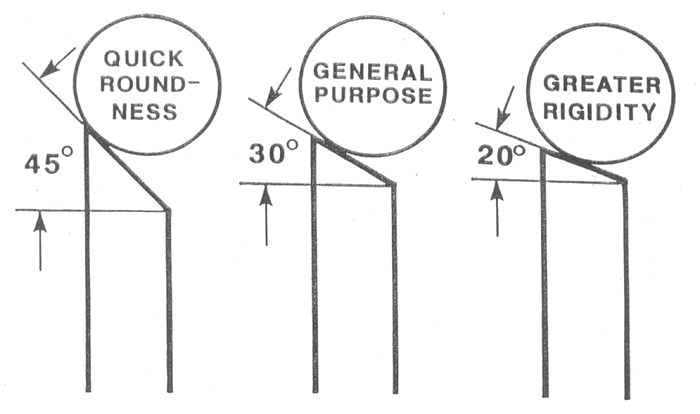
The top angle on the workrest blade helps with the rounding action of the part. With increased angle, quicker rounding occurs, but it also weakens the blade rigidity. The most common top angle used in centerless grinding is 30 degrees. As the diagram below indicates, lower angles are used when grinding heavy workpieces, which help minimize vibration. Workrest top angles typically range from 45 degrees down to 20 degrees. Generally speaking, 30 degrees is a good starting point for the majority of parts to be thrufed centerless ground.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
