It doesn’t do a parts manufacturer any good to apply cutting tools that vary in tolerances when machining parts that require some of the tightest tolerances.
Miltera Machining Research Corp. is one such manufacturer that struggled with tolerances on the endmills it was using to produce components with tolerances as tight as 2 to 4 µm (0.00008" to 0.00016"), said Michael Blackburn, president of the Cambridge, Ontario, company.
“Then we even go beyond that to the submicron level when talking about surface finishes,” he said.
Formed in 2007, the corporation employs 15 and specializes in prototyping and short-run production of complex components made of difficult-to-machine materials that typically need five-axis milling, multiaxis turning, grinding or electrical discharge machining.
Frustrated by the varying accuracy of its endmills, Blackburn said the company sought a solution.
“If you are fighting with finishes and dealing with issues on a part where you are chasing 2, 3, 4 microns, and then you are using cutting tools that have a 10-micron (0.00039") tolerance, you are chasing your tail,” he said.
The business determined that it needed to produce endmills in-house to have the required extreme-tolerance tools, often with unique geometries, and searched for a suitable five-axis CNC tool grinding machine.
“Most companies said, ‘What you are doing is crazy and weird, and we’re not interested in helping you with that,’” Blackburn said.
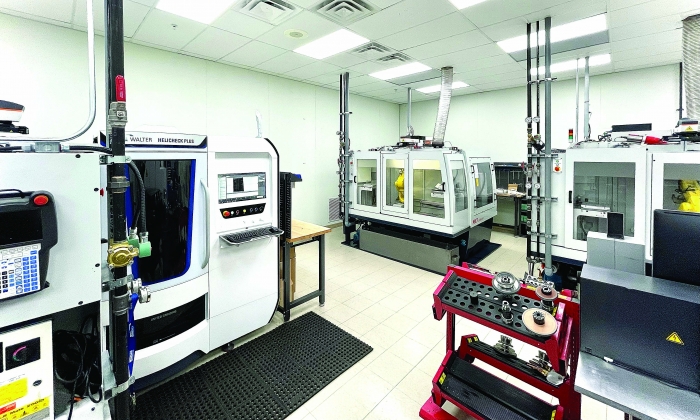
The tool grinding area at Miltera Machining Research includes Anca MX7 Linear grinders. Image courtesy of Miltera Machining Research
One machine tool builder that was interested was Anca Inc. in Wixom, Michigan. He said the manufacturer was willing to help produce unconventional cutters, and the open architecture of Anca’s control enabled Miltera Machining Research to integrate with the control and have direct access to the core functionality of a grinder.
“That really made the difference for us,” Blackburn said, adding that his company has written software to control its grinders.
In addition, he said Anca offers grinding machines with linear motors, which enable a high level of accuracy. He noted that Miltera Machining Research has linear motors on its five-axis machines.
“A big attraction was just the ability of the machine to be stable and react in the way we would expect,” Blackburn said. “In comparing some of the other machines, we weren’t necessarily seeing that we get that same response.”
He said the design of Anca’s grinders allows Miltera Machining Research to modify machines, such as inspection systems, to suit its requirements.
“We integrate directly with the Anca machines to do dynamic feedback of the measured features and adjust accordingly,” Blackburn said.
Miltera Machining Research began by purchasing an MX7 Linear grinder and now has three. He said the MX7 enables production of endmills from 0.397 to about 25.4 mm (0.0156" to 1") in diameter.
“You can get dedicated machines for small tools,” Blackburn said, “but we wanted to get up to larger tools, as well as cover the whole range we need.”
In addition to its own needs, he said the company determined that some of its customers required extreme-tolerance and application-specific cutting tools, so it decided to produce tools for clients as well. As a result, Miltera Machining Research makes custom cutters that Cambridge-based Zedaro Inc. sells to manufacturers serving the motor sports, aerospace, medical, consumer electronics and moldmaking industries.
Blackburn said during peak production, Miltera Machining Research manufactures about 12,000 cutters monthly, with roughly 10% to 20% for in-house applications.
“We do produce other types of cutting tools and ground components,” he said, “but the vast majority is solid-carbide endmills.”
Besides offering endmills with extremely tight tolerances, company tools are balanced and typically made for specific applications. One example is an endmill with a particular width for slotting.
“We make the exact size of tool you need for that geometry,” Blackburn said.
He said Miltera Machining Research’s specials also have unique geometries, such as custom forms, circle segments and barrel shapes.
Although the cutters can be outsourced for coating, Blackburn said most are not. Instead, they are processed internally with specific edge control and polishing. He said tool coating is an uncontrolled process that results in varying thicknesses over the substrate.
“It can really mess up a tight-tolerance tool,” he said.
In addition to in-process inspection, the company has postproduction inspection devices, including a Zoller »genius« universal measuring machine, a Zoller »pomBasic« inspection machine, a Walter Helicheck measuring machine and an Alicona µCMM optical coordinate measuring machine, which enables submicron inspection of the cutting edge radius and surface finish.
Blackburn cautions, however, that producing these tools is not for the faint of heart.
“Designing tools properly is not a simple process and requires expertise in that field,” he said. “We have done quite a lot of tooling research and tested many tools.”
Contact Details
Related Glossary Terms
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- in-process gaging ( in-process inspection)
in-process gaging ( in-process inspection)
Quality-control approach that monitors work in progress, rather than inspecting parts after the run has been completed. May be done manually on a spot-check basis but often involves automatic sensors that provide 100 percent inspection.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
- slotting
slotting
Machining, normally milling, that creates slots, grooves and similar recesses in workpieces, including T-slots and dovetails.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author
News items authored by Cutting Tool Engineering have been written or edited by the editors of Cutting Tool Engineering magazine. The reports represent material submitted to CTE by outside authors, and edited by CTE editors for style and accuracy.
