Jewelers learned centuries ago that silver makes a beautiful setting for diamonds. The shiny metal enhances the sparkle of jewel-grade diamonds and complements the colors that flash across their facets when light strikes them.
As it turns out, silver is also a good setting for diamonds in the industrial world. The precious-metal coating offers material properties that help retain diamond crystals in a grinding wheel’s matrix while simultaneously providing higher levels of productivity when grinding tungsten carbide.
Researchers at GE Superabrasives began working with silver coatings for diamond grinding applications in the late 1970s. However, just as the product was about to be made available commercially, the Hunt brothers moved to corner the silver market, driving prices from a few dollars per ounce to close to $50. Reluctantly, the silver-coated-diamond product rollout was halted.
Recently, silver-coated diamond has returned to the spotlight. A number of trends have contributed to this. The first is the availability of silver at economically viable prices. Prices, which have remained relatively stable since the Hunt brothers’ silver empire collapsed, currently are hovering around $5 per ounce.
The second is the growing use of high-precision grinding equipment featuring advanced capabilities. Today’s multiaxis machines can move in myriad directions and perform more custom cuts. These machines also permit the gang-stacking of various types of wheels, allowing them to be applied to the workpiece more rapidly. A series of wheels can perform numerous tasks on a round blank, for example, producing a complete endmill, drill or other round tool in a single chucking. This eliminates multiple machines, each performing a single job.
Silver-coated-diamond wheels would have worked on the machines of a quarter-century ago, but they couldn’t have provided the payback that can be realized today. Then, a grinding machine’s operation was heavily dependent on the operator. Today’s machines are computer-controlled and incorporate features such as automatic loading/unloading that lend themselves to a systems approach. The main cost today is not the operator’s time, but equipping the machine so it produces parts quickly and at a continuous rate. Stopping the machine to change a wheel dramatically lowers production. Manufacturers are willing to invest in higher-priced wheels if they lower overall costs.
A third trend favoring the use of silver is the increased acceptance of oil as a coolant when grinding tungsten-carbide parts. This is largely due to newer grinding machine’s being designed with self-contained, high-volume, high-pressure delivery systems that contain oil mist. Straight oil’s benefits stem from its superior lubricity and chemical stability, resulting in an extremely long life. It is not uncommon for straight-oil coolants to last for years.
Combined, these trends led GE Superabrasives to continue its research into the silver-coated diamond. The product that has resulted from this effort is the RVG*-Ag50 diamond.
The RVG Diamond has been an industry standard since the 1950s. It has the unique ability to fracture in a controlled manner. The microchipping of crystals continuously presents fresh cutting points to the workpiece, allowing the wheel to self-sharpen. The crystal is coated with silver (about 50 percent by weight).
Why Silver Shines
Silver has three characteristics that improve superabrasive grinding: lubricity, the ability to form a “spiked” coating and excellent heat-dissipation characteristics. Let’s look at each of these in detail.
Lubricity reduces friction. In grinding applications involving straight-oil coolants, the majority of lubrication comes from the oil. However, microscopic amounts of silver coating melt or are sheared off the crystal surface. Researchers believe that this silver is deposited on the wheel surface, which reduces friction between the wheel and the workpiece. Consequently, the heat-generated damage to the wheel and workpiece surface is limited.
Spikes increase crystal retention. The diamond used in resin-bond grinding wheels is typically metal-coated, a process that enlarges the crystal’s surface area. This allows crystals to firmly anchor themselves in the bond, prolonging grinding wheel life.

Figure 1: Photomicrograph of RVG-Ag50 Diamond with silver coating. Because of the increased surface area, a spiked coating resists crystal pullout better than an unspiked coating.
A spiked coating, which is used on the RVG-Ag50 Diamond (Figure 1), extends wheel life even more than a conventional coating. Evidence of how much can be found in performance tests conducted on diamond crystals with a conventional nickel coating and those with a spiked nickel coating. (The RVG-Ag50 Diamond only comes with a spiked coating, so spiked vs. conventional tests could not be performed with it.) Tests showed that nickel-spiked-diamond wheels had a grinding ratio more than twice as high as the conventional nickel coating when grinding a tungsten-carbide workpiece.
Silver cools the grinding environment. The most important characteristic is silver’s ability to conduct heat. Silver has a coefficient of thermal conductivity (458 watts/Kelvin meter) that is well above other metals commonly used for coating diamond, such as nickel (58.5 W/K m) and copper (350-370 W/K m). Silver allows for the rapid transference of heat from the small area where the heat is generated—the crystal/workpiece interface—to the large area of contact between the silver coating and the bond.
A resin bond is used with the RVG-Ag50 Diamond because of its resiliency and ability to “give” somewhat during grinding, which maximizes the crystals’ longevity. (Vitreous and metal or electroplated wheels would be too stiff and rigid.)
The crystal’s extended life, in turn, means the grinding wheel will maintain its form longer, reducing the amount of downtime required for reprofiling. At the same time, the properties of the silver coating allow the grinding machine to be run at more aggressive feed rates, increasing the overall process productivity.
Among the early users of wheels made from the new crystal is a leading endmill manufacturer. During field tests, the toolmaker used wheels made with RVG-Ag50 to grind flutes on 5/8" and 3/4" tapered carbide endmills. CITCO Operations produced the wheel (1V1-7x1/2, 15°), which was mounted on a Huffman grinder. Straight oil was utilized. The toolmaker reportedly increased fluting speeds by 80 percent while extending the time between truing by a factor of four.
Besides fluting drills, endmills and other rotating tools, the crystal could be used for OD grinding, pointing, land grinding and, in certain circumstances, polishing.
Use Moderation
Grinding experiments performed on tungsten-carbide parts have revealed that, contrary to traditional thinking, slower wheel speeds improve process performance when straight oils are applied. The G-ratios for one series of tests conducted with RVG-Ag50 are charted in Figure 2. As can be seen, dramatically better wheel life was achieved at a speed of 20 m/sec. than at higher speeds.
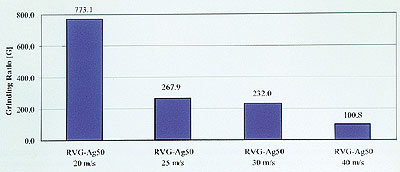
Figure 2: Better wheel life was achieved with RVG-Ag50
at a speed of 20 m/sec. than at higher wheel speeds.
Another benefit of slowing down is a decreased power requirement. Figure 3 compares grinding power vs. time for two different wheel speeds. The plateau areas represent approximately 80 seconds of grinding time. Note the smooth power plateau at just over 2kW for the wheel speed of 20 m/sec. vs. the curve for 30 m/sec., which ranges from 3kW to about 3.8kW.
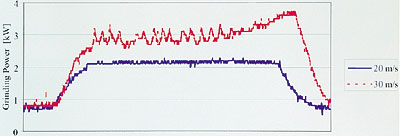
Figure 3: Moderate wheel speeds also positively impact the required power.
The extra energy required at 30 m/sec. directly translates into detrimental heat at the wheel/workpiece interface. Also note the rise in the power requirement toward the end of the grinding cycle as workpiece growth and the actual depth of cut increase. The higher wheel speed of 30 m/sec. requires significantly more power and can result in unwanted levels of heat, causing workpiece expansion and/or cracking, as well as loss of tolerance control. This, in turn, can halt production.
When it comes to silver-coated-diamond grinding wheels, a good piece of advice is to go slower and get there quicker.
About the Authors
Markus Jakobuss is product leader for GE Superabrasives’ RVG-Ag50 Diamond. James Dailey is an application development engineer at the Worthington, Ohio, company.
Related Glossary Terms
- coolant
coolant
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
- depth of cut
depth of cut
Distance between the bottom of the cut and the uncut surface of the workpiece, measured in a direction at right angles to the machined surface of the workpiece.
- endmill
endmill
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- flash
flash
Thin web or film of metal on a casting that occurs at die partings and around air vents and movable cores. This excess metal is due to necessary working and operating clearances in a die. Flash also is the excess material squeezed out of the cavity as a compression mold closes or as pressure is applied to the cavity.
- flutes
flutes
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
- fluting
fluting
Cutting straight or spiral grooves in drills, endmills, reamers and taps to improve cutting action and remove chips.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- grinding ratio
grinding ratio
Ratio of work material removed to grinding-wheel material lost.
- grinding wheel
grinding wheel
Wheel formed from abrasive material mixed in a suitable matrix. Takes a variety of shapes but falls into two basic categories: one that cuts on its periphery, as in reciprocating grinding, and one that cuts on its side or face, as in tool and cutter grinding.
- land
land
Part of the tool body that remains after the flutes are cut.
- lubricity
lubricity
Measure of the relative efficiency with which a cutting fluid or lubricant reduces friction between surfaces.
- outer diameter ( OD)
outer diameter ( OD)
Dimension that defines the exterior diameter of a cylindrical or round part. See ID, inner diameter.
- polishing
polishing
Abrasive process that improves surface finish and blends contours. Abrasive particles attached to a flexible backing abrade the workpiece.
- straight oil
straight oil
Cutting fluid that contains no water. Produced from mineral, vegetable, marine or petroleum oils, or combinations of these oils.
- tolerance
tolerance
Minimum and maximum amount a workpiece dimension is allowed to vary from a set standard and still be acceptable.
- truing
truing
Using a diamond or other dressing tool to ensure that a grinding wheel is round and concentric and will not vibrate at required speeds. Weights also are used to balance the wheel. Also performed to impart a contour to the wheel’s face. See dressing.
- tungsten carbide ( WC)
tungsten carbide ( WC)
Intermetallic compound consisting of equal parts, by atomic weight, of tungsten and carbon. Sometimes tungsten carbide is used in reference to the cemented tungsten carbide material with cobalt added and/or with titanium carbide or tantalum carbide added. Thus, the tungsten carbide may be used to refer to pure tungsten carbide as well as co-bonded tungsten carbide, which may or may not contain added titanium carbide and/or tantalum carbide.